
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
MASKINELEMENT
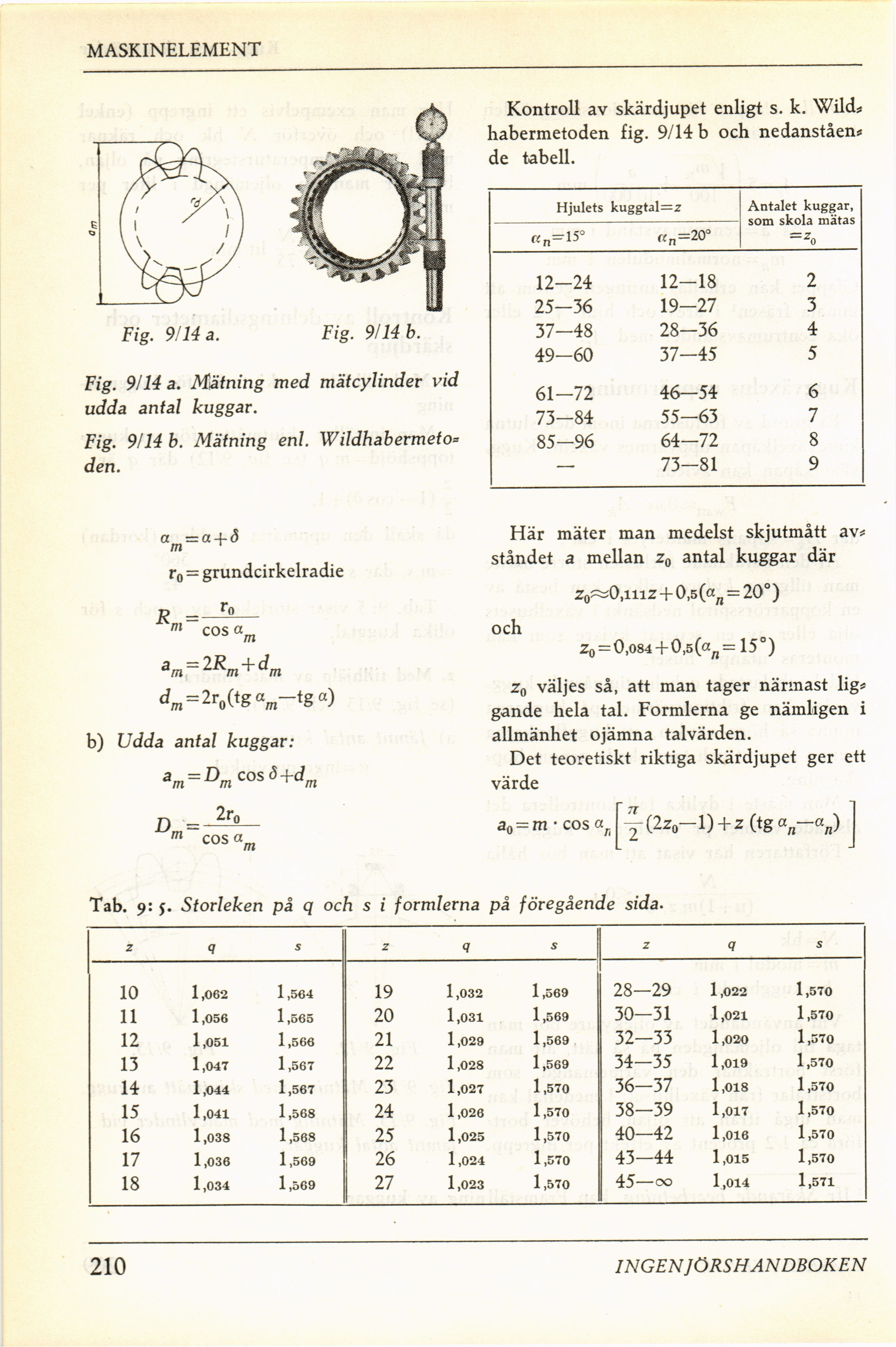
Fig. 9/14 a.
Fig. 9/ 14 b.
Fig. 9/14 a. Mätning med mätcylinder vid
udda antal kuggar.
Fig. 9/14 b. Mätning enl. Wildhabermeto*
den.
Kontroll av skärdjupet enligt s. k. Wild*
habermetoden fig. 9/14 b och nedanståen*
de tabell.
Hjulets kuggtal=z Antalet kuggar, som skola mätas =2o
«n=15° «n=20°
12-24 12-18 2
25—36 19-27 3
37—48 28—36 4
49-60 37-45 5
61-72 46-54 6
73—84 55—63 7
85-96 64-72 8
- 73-81 9
a=a-f <5
m
r0 = grundcirkelradie
m eos am
am = 2Rm + dm
d=2rJtga-tga)
b) Udda antal kuggar:
V
2r0
am = DmcosS+dn
m COS a
Här mäter man medelst skjutmått av*
ståndet a mellan z0 antal kuggar där
och
Zo^O.mz + O^o^O0)
z0 = 0,o84 + 0,5(an=15°)
z0 väljes så, att man tager närmast lig*
gande hela tal. Formlerna ge nämligen i
allmänhet ojämna talvärden.
Det teoretiskt riktiga skärdjupet ger ett
värde
an = m- eos a
(2z0-l)+z(tgan-«„)
Tab. 9: 5. Storleken på q och s i formlerna på föregående sida.
z <7 s
10 1,062 1,564
11 1,056 1,565
12 1,051 1,566
13 1,047 1,567
14 1,044 1,567
15 1,041 1,568
16 1,038 1,568
17 1,036 1,569
18 1,034 1,569
210
INGEN ]ÖRSH ANDBOKEN
19 1,032 1,569
20 1,031 1,569
21 1,029 1,569
22 1,028 1,569
23 1,027 1,570
24 1,026 1,570
25 1,025 1,570
26 1,024 1,570
27 1,023 1,570
28—29 1,022 1,570
30—31 1,021 1,570
32—33 1,020 1,570
34—35 l,oi9 1,570
36—37 l,oi8 l,57o
38—39 1,017 1,570
40—42 1,016 1,570
43—44 l,oi5 1,570
45—00 1,014 1,571
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}