
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Kvaliteter. Verktygsdata
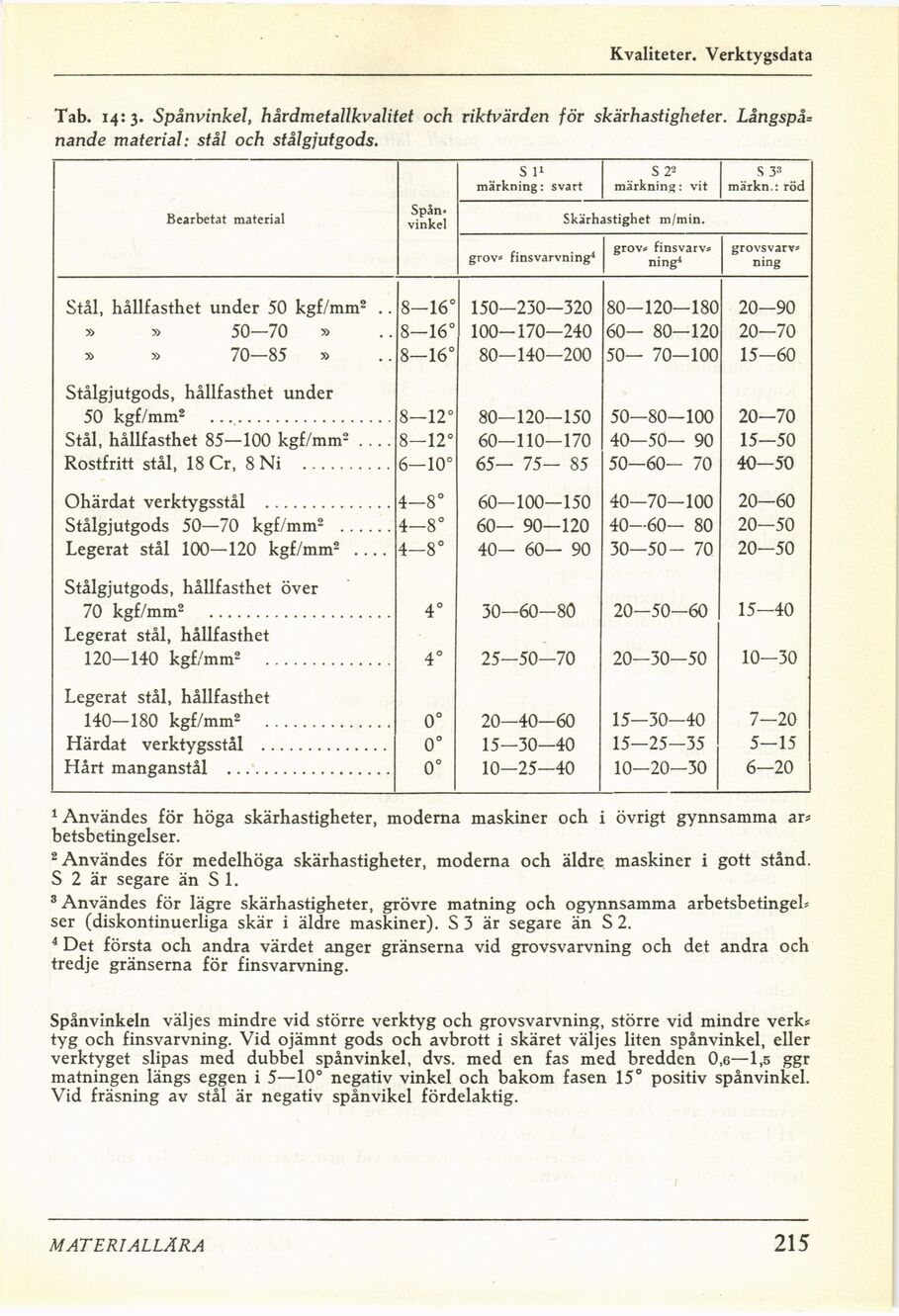
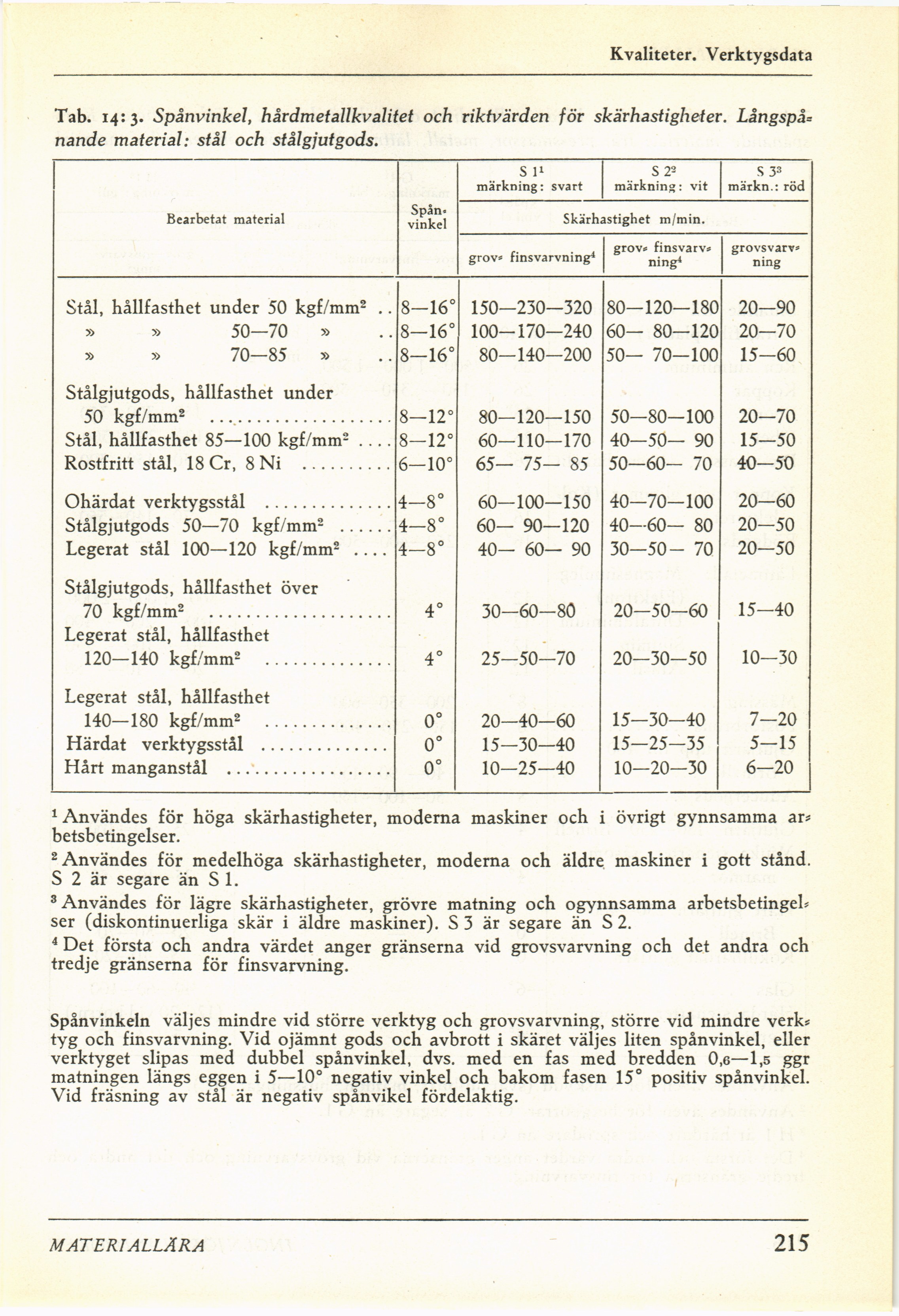
Tab. 14:3. Spårivinkel, hårdmetallkvalitet och riktvärden för skärhastigheter. Långspå=
nande material: stål och stålgjutgods.
Bearbetat material Spån» vinkel S l1 märkning: svart S 22 märkning: vit S 33 märkn.: röd
Skärhastighet m/min.
grov» finsvarvning4 grov« finsvarv» ning4 grovsvarv» ning
Stål, hållfasthet under 50 kgf/mm2 .. 8-16° 150—230—320 80—120—180 20—90
» » 50—70 » 8-16° 100-170—240 60— 80-120 20—70
» » 70—85 » 8—16° 80—140—200 50— 70—100 15-60
Stålgjutgods, hållfasthet under
50 kgf/mm2 .................... 8—12° 80—120—150 50—80—100 20-70
Stål, hållfasthet 85—100 kgf/mm2____ 8-12° 60—110—170 40—50— 90 15—50
Rostfritt stål, 18 Cr, 8 Ni .......... 6—10° 65— 75— 85 50-60- 70 40—50
Ohärdat verktygsstål .............. 4-8° 60—100—150 40—70—100 20—60
Stålgjutgods 50—70 kgf/mm2 ...... 4-8° 60— 90—120 40—60— 80 20—50
Legerat stål 100—120 kgf/mm2 ____ 4-8° 40— 60— 90 30-50- 70 20—50
Stålgjutgods, hållfasthet över
70 kgf/mm2 .................... 4° 30—60—80 20—50—60 15—40
Legerat stål, hållfasthet
120—140 kgf/mm2 .............. 4° 25—50—70 20-30-50 10-30
Legerat stål, hållfasthet
140-180 kgf/mm2 .............. 0° 20-40—60 15-30-40 7—20
Härdat verktygsstål .............. 0° 15—30—40 15—25—35 5—15
Hårt manganstål .................. 0° 10—25—40 10—20—30 6—20
invändes för höga skärhastigheter, moderna maskiner och i övrigt gynnsamma ar*
betsbetingelser.
2 Användes för medelhöga skärhastigheter, moderna och äldre maskiner i gott stånd.
S 2 är segare än S 1.
3 Användes för lägre skärhastigheter, grövre matning och ogynnsamma arbetsbetingel*
ser (diskontinuerliga skär i äldre maskiner). S 3 är segare än S 2.
4 Det första och andra värdet anger gränserna vid grovsvarvning och det andra och
tredje gränserna för finsvarvning.
Spånvinkeln väljes mindre vid större verktyg och grovsvarvning, större vid mindre verk*
tyg och finsvarvning. Vid ojämnt gods och avbrott i skäret väljes liten spånvinkel, eller
verktyget slipas med dubbel spånvinkel, dvs. med en fas med bredden 0,6—1,5 ggr
matningen längs eggen i 5—10° negativ vinkel och bakom fasen 15° positiv spånvinkel.
Vid fräsning av stål är negativ spånvikel fördelaktig.
MATERIALLÄRA
215
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}