
Full resolution (JPEG) - On this page / på denna sida - 4. Järn och stål - Järnets värmebehandling
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
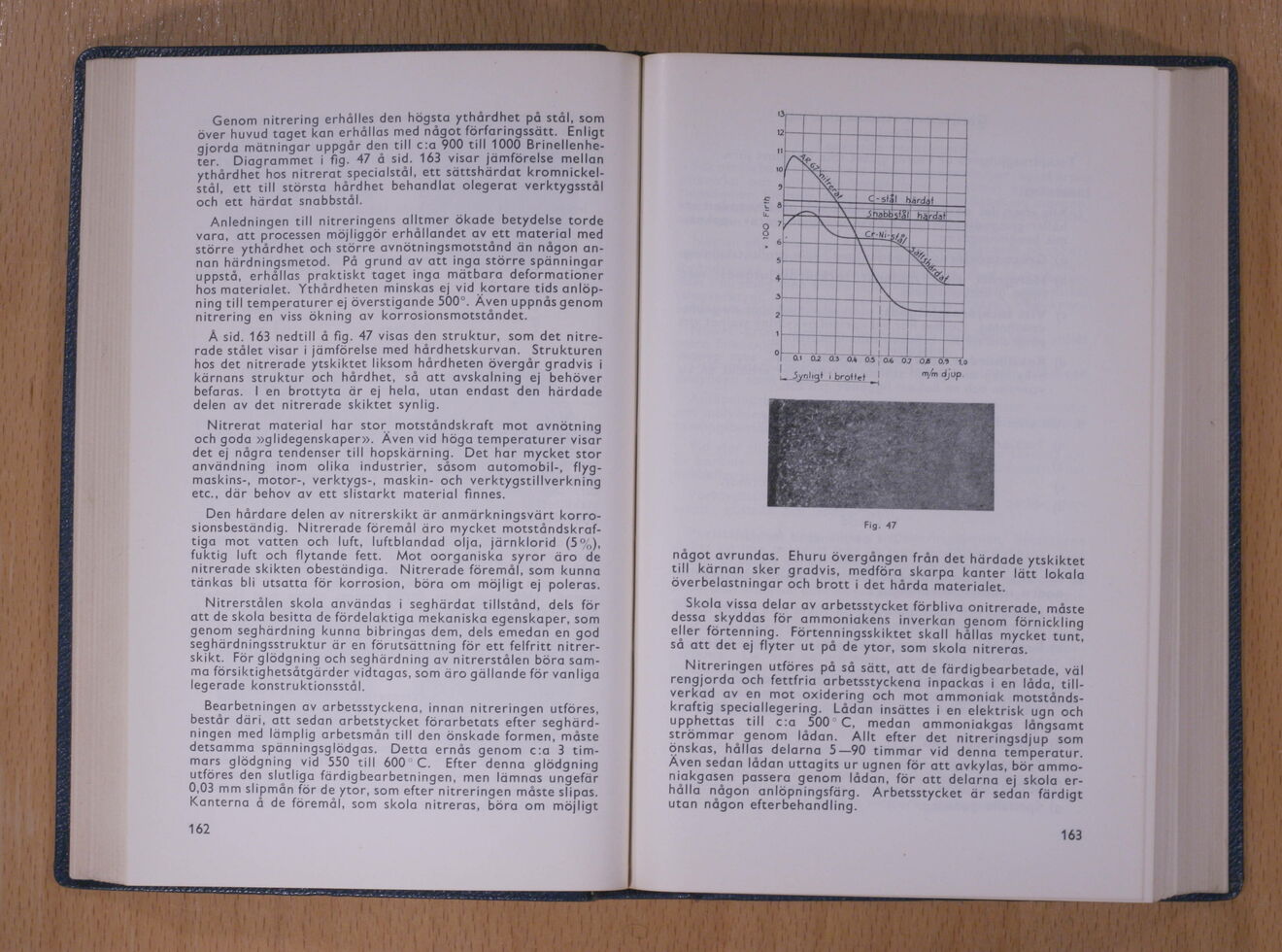
Genom nitrering erhålles den högsta ythårdhet på stål, som
över huvud taget kan erhållas med något förfaringssätt. Enligt
qjorda mätningar uppgår den till c:a 900 till 1000
Brinellenhe-ter. Diagrammet i fig. 47 å sid. 163 visar jämförelse mellan
ythårdhet hos nitrerat specialstål, ett sättshärdat
kromnickel-stål, ett till största hårdhet behandlat olegerat verktygsstål
och ett härdat snabbstål.
Anledningen till nitreringens alltmer ökade betydelse torde
vara, att processen möjliggör erhållandet av ett material med
större ythårdhet och större avnötningsmotstånd än någon
annan härdningsmetod. På grund av att inga större spänningar
uppstå, erhållas praktiskt taget inga mätbara deformationer
hos materialet. Ythärdheten minskas ej vid kortare tids
anlöp-ning till temperaturer ej överstigande 500. Även uppnås genom
nitrering en viss ökning av korrosionsmotståndet.
A sid. 163 nedtill å fig. 47 visas den struktur, som det
nitre-rade stålet visar i jämförelse med hårdhetskurvan. Strukturen
hos det nitrerade ytskiktet liksom hårdheten övergår gradvis i
kärnans struktur och hårdhet, så att avskalning ej behöver
befaras. I en brottyta är ej hela, utan endast den härdade
delen av det nitrerade skiktet synlig.
Nitrerat material har stor motståndskraft mot avnötning
och goda >;glidegenskaper». Även vid höga temperaturer visar
det ej några tendenser till hopskärning. Det har mycket stor
användning inom olika industrier, såsom automobil-,
flygmaskins-, motor-, verktygs-, maskin- och verktygstillverkning
etc, där behov av ett slistarkt material finnes.
Den härdare delen av nitrerskikt är anmärkningsvärt
korro-sionsbestandig. Nitrerade foremål äro mycket
motståndskraftiga mot vatten och luft, luftblandad olja, järnklorid (5",,),
fuktig luft och flytande fett. Mot oorganiska syror öro de
nitrerade skikten obeständiga. Nitrerade föremål, som kunna
tankas bli utsatta för korrosion, böra om möjligt ej poleras.
Nitrerstälen skola användas i seghärdat tillstånd, dels för
att de skola besitta de fördelaktiga mekaniska egenskaper, som
genom seghardning kunna bibringas dem, dels emedan en god
seghardningsstruktur ar en förutsättning for ett felfritt
nitrerskikt. För glodgning och seghardning av nitrerstälen böra
samma försiktighetsåtgärder vidtagas, som aro gällande för vanliga
legerade konstruktionsstål.
Bearbetningen av arbetsstyckena, innan nitreringen utfores,
består däri, att sedan arbetstycket forarbetats efter
seghard-ningen med lämplig arbetsman till den önskade formen, måste
detsamma spanningsgiodgas. Detta ernås genom c:a 3
timmars glodgning vid 550 rill 600 C. Efter denna glodgning
utfores den slutliga fardigbearbetningen, men lämnas ungefär
0,03 mm slipman for de ytor, som efter nitreringen måste slipas.
Kanterna ä de föremal, som skola nitreras, böra om möjligt
Fig. 47
något avrundas. Ehuru övergången från det härdade ytskiktet
till kärnan sker gradvis, medföra skarpa kanter lätt lokala
överbelastningar och brott i det hårda materialet.
Skola vissa delar av arbetsstycket förbliva onitrerade, måste
dessa skyddas för ammoniakens inverkan genom förnickling
eller förtenning. Förtenningsskiktet skall hållas mycket tunt,
så att det ej flyter ut på de ytor, som skola nitreras.
Nitreringen utfores på så sätt, att de färdigbearbetade, väl
rengjorda och fettfria arbetsstyckena inpackas i en låda,
tillverkad av en mot oxidering och mot ammoniak
motståndskraftig speciallegering. Lådan insattes i en elektrisk ugn och
upphettas till c:a 500 C, medan ammoniakgas långsamt
strömmar genom lådan. Allt efter det nitreringsdjup som
önskas, hållas delarna 5—90 timmar vid denna temperatur.
Även sedan lådan uttagits ur ugnen för att avkylas, bör
ammo-niakgasen passera genom lådan, för att delarna ej skola
erhålla någon anlöpningsfärg. Arbetsstycket är sedan färdigt
utan någon efterbehandling.
163
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}