
Full resolution (JPEG) - On this page / på denna sida - 8. Bearbetning med skärverktyg - Svarvning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
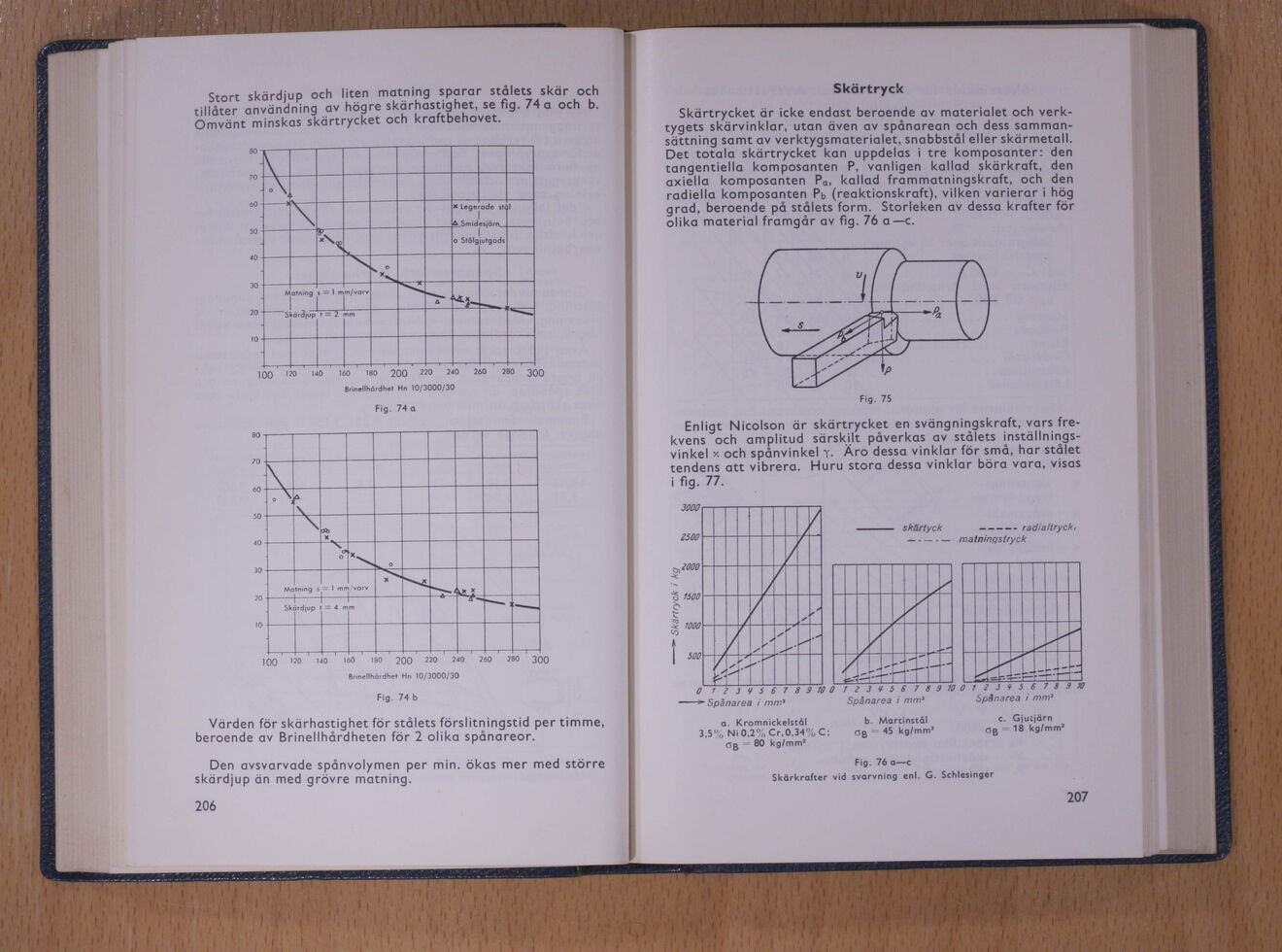
Stort skärdjup och liten matning sparar stålets skär och
tillåter användning av högre skärhastighet, se fig. 74 a och b.
Omvänt minskas skärtrycket och kraftbehovet.
Fig. 74 a
Fig. 74 b
Värden för skarhastighet för stålets förslitningstid per timme,
beroende av Brinellhårdheten för 2 olika spånareor.
Den avsvarvade spånvolymen per min. ökas mer med större
skärdjup än med grövre matning.
206
Skärtryck
Skärtrycket är icke endast beroende av materialet och
verktygets skärvinklar, utan även av spånarean och dess
sammansättning samt av verktygsmaterialet, snabbstål eller skärmetall.
Det totala skärtrycket kan uppdelas i tre komposanter: den
tangentiella komposanten P, vanligen kallad skärkraft, den
axiella komposanten Pa, kallad frammatningskraft, och den
radiella komposanten Pb (reaktionskraft), vilken varierar i hög
grad, beroende på stålets form. Storleken av dessa krafter för
olika material framgår av fig. 76 a—c.
Fig. 75
Enligt Nicolson är skärtrycket en svängningskraft, vars
frekvens och amplitud särskilt påverkas av stålets
inställningsvinkel y. och spånvinkel y. Äro dessa vinklar för små, har stålet
tendens att vibrera. Huru stora dessa vinklar böra vara, visas
i fig. 77.
a. Kromnickelstål b. Martinstal c. Gjutjärn
3,5",, Ni 0,2",, Cr,0,34",, C; nB 4S kg/mm1 r,B - 18 kg/mm2
r,u 80 kg/mm2
Fig. 76 a—c
Skärkrafter vid svarvning enl. G. Schlesinger
207
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}