
Full resolution (JPEG) - On this page / på denna sida - 8. Bearbetning med skärverktyg - Svarvning

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
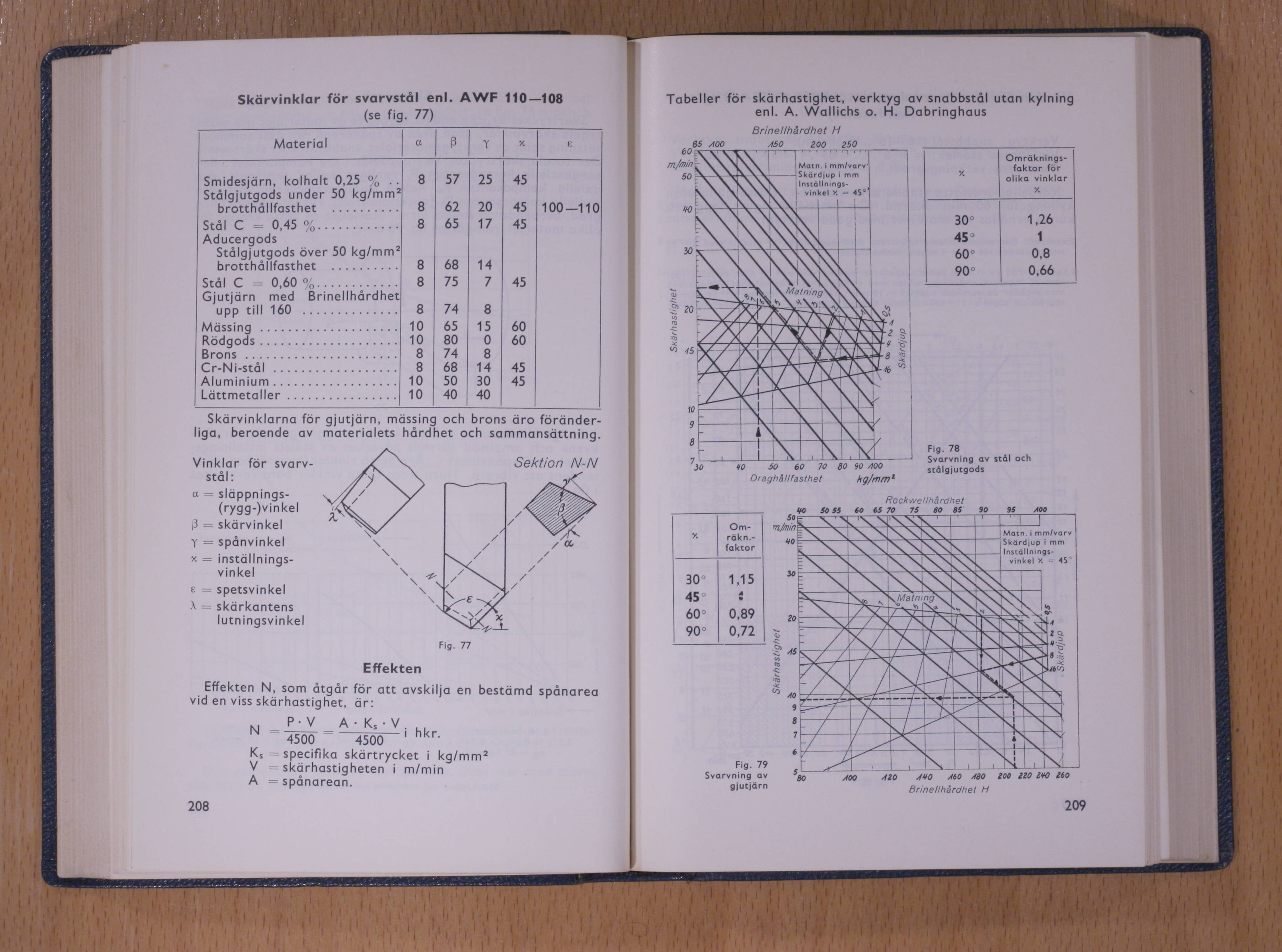
Skärvinklar för svarvstål enl. AWF 110—108
(se fig. 77)
Skärvinklarna för gjutjärn, mässing och brons äro
föränder-iga, beroende av materialets hårdhet och sammansättning.
Vinklar för svarv
Ö
sta
a
1
släppnings-
(rygg-)vinke
skärvinkel
spånvinke
Sektion N-N
\
\
X
\
[-installnings-vinkel-]
{+installnings-
vinkel+}
spetsvinkel
skärkantens
utningsvinke
\
\
\
/
/
/
/
/
/
Fig, 77
Effekten
Effekten N, som åtgår för att avskilja en bestämd spånarea
vid en viss skärhastighet, är:
N
K,
V
A
P- V A K, • V
i hkr.
4500 4500
specifika skärtrycket i kg/mm2
skärhastigheten i m/min
spånarean.
208
Tabeller för skärhastighet, verktyg av snabbstål utan kylning
enl. A. Wallichs o. H. Dabringhaus
en i mm/varv
ardup i mm
lätlmngs-
nkel v. - AS’’
Fig. 78
Svarvning av stål och
stålgjutgods
X
30
Om-rdkn.-
faktor
1,15
45
A
60
0,89
90
i
0,72
Fig. 79
Svarvning av
gjutjärn
Material
a
I*
T
X
K
Smidesjärn, kolhalt 0,25 ’\, . .
Stålgjutgods under 50 kg/mm2
brotthållfasthet .........
00 0000 ooco oooooooooo
57
62 65
68
75
74
65 80 74 68 50 40
25
20 17
14 7
8
15 0 8 14 30 40
45
45 45
45
60 60
45 45
100—110
Stål C - 0 45 ’’ ........
Aducergods
Stålgjutgods över 50 kg/mm2 hrotthållfasthet ........
Stål C 0 60 "„ .........
Gjutjärn med Brinellhårdhet udd till 160 ..............
Mässing ....................
Rödgods ....................
Brons ......................
Cr-Ni-stål ..................
Aluminium..................
Lättmetaller................i
v.
Omröknings-f ak tor för
olika vinklar
X
30
1,26
AS
1
60
0,8
90
0,66
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}