
Full resolution (JPEG) - On this page / på denna sida - 8. Bearbetning med skärverktyg - Fräsning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
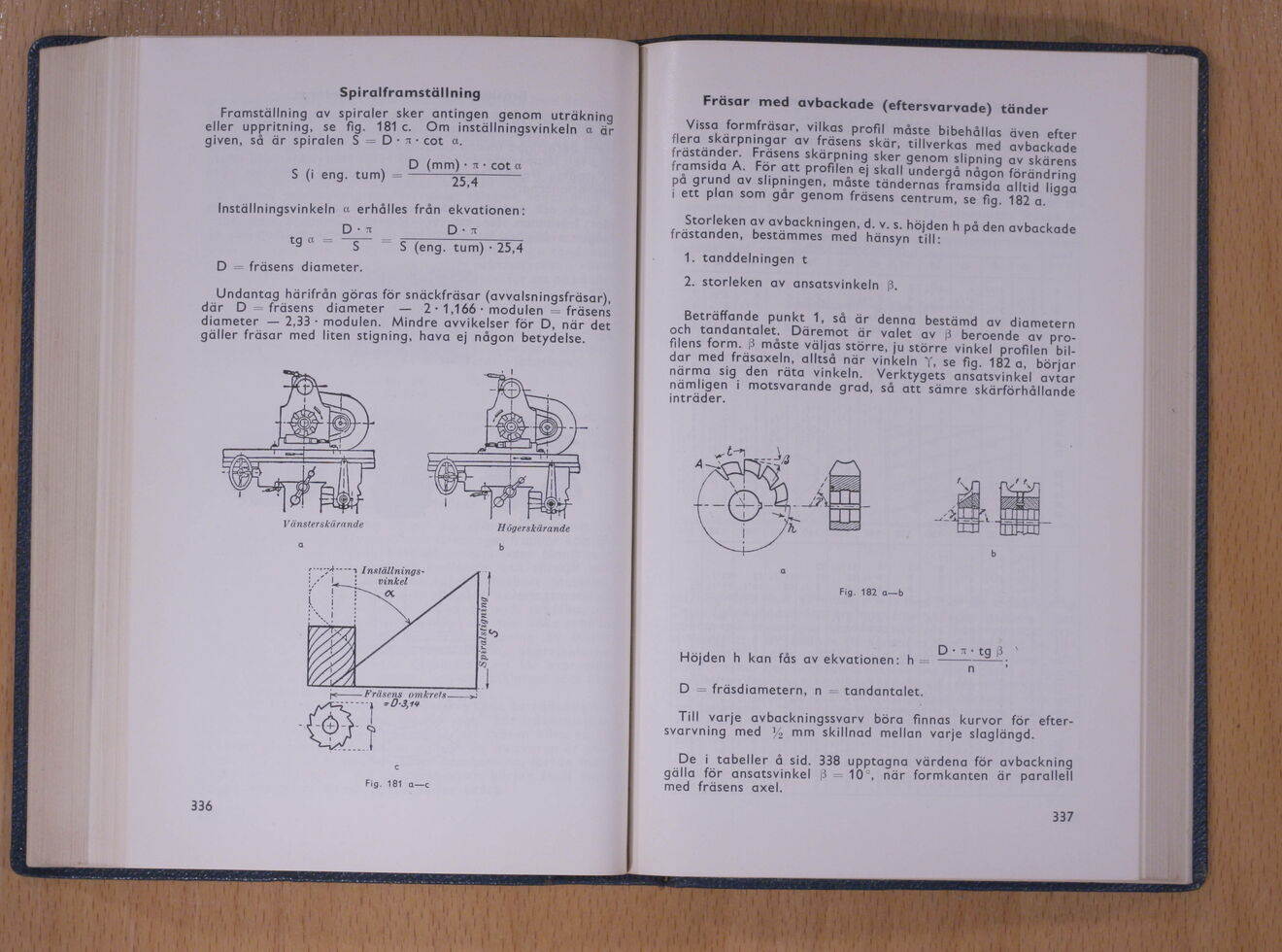
Spiralframställning
Framställning av spiraler sker antingen
eller uppritning, se fig. 181 c. Om instä
given, så är spiralen S — D • ~i • cot a.
genom uträkning
Iningsvinkeln a är
S (i eng. tum)
D (mm) • i • cot a
" 2M
Inställningsvinkeln a erhålles från ekvationen:
D
tg a
D
TT
S
S (eng. tum) - 25,4
D frasens diameter.
Undantag härifrån göras för snäckfräsar (avvalsningsfräsar),
där D - frasens diameter — 2 • 1,166 • modulen -frasens
diameter — 2,33 • modulen. Mindre avvikelser för D, när det
gäller fräsar med liten stigning, hava ej någon betydelse.
]’a)ister.if,’i’ininih’
Flugrrsfcärande
Fig. 181 a—c
336
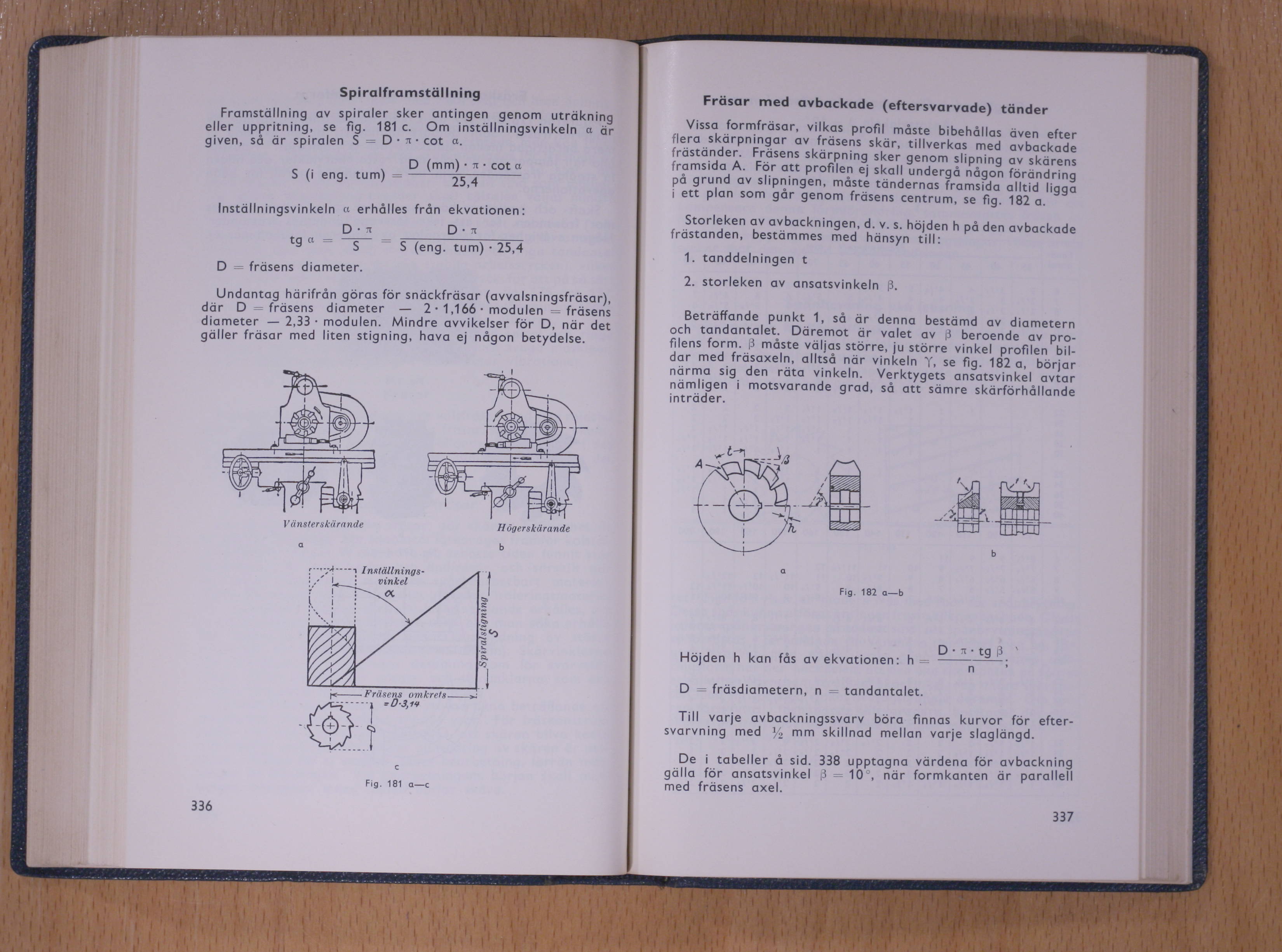
Fräsar med avbackade (eftersvarvade) tänder
Vissa formfräsar, vilkas profil måste bibehållas även efter
rlera skärpningar av frasens skär, tillverkas med avbackade
fräständer. Frasens skärpning sker genom slipning av skärens
framsida A. För att profilen ej skall undergå någon förändring
på grund av slipningen, måste tändernas framsida alltid ligga
i ett plan som går genom frasens centrum, se fig. 182 a.
Storleken av avbackningen, d. v. s. höjden h på den avbackade
frästanden, bestämmes med hänsyn till:
1. tanddelningen t
2. storleken av ansatsvinkeln ,3.
Beträffande punkt 1, så är denna bestämd av diametern
och tand anta let. Däremot är valet av i beroende av
profilens form. ,3 måste väljas större, ju större vinkel profilen
bildar med fräsaxeln, alltså när vinkeln T, se fig. 182 a, börjar
närma sig den räta vinkeln. Verktygets ansatsvinkel avtar
nämligen i motsvarande grad, så att sämre skärförhållande
inträder.
Fig, 182 a—b
D • -r tg p
Höjden h kan fås av ekvationen: h––––––—;
D = fräsdiametern, n tandantalet.
Till varje avbackningssvarv böra finnas kurvor för
efter-svarvning med ^ mm skillnad mellan varje slaglängd.
De i tabeller å sid. 338 upptagna värdena för avbackning
gälla för ansatsvinkel ,5 10 , när formkanten är parallell
med frasens axel.
337
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}