
Full resolution (JPEG) - On this page / på denna sida - 8. Bearbetning med skärverktyg - Fräsning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
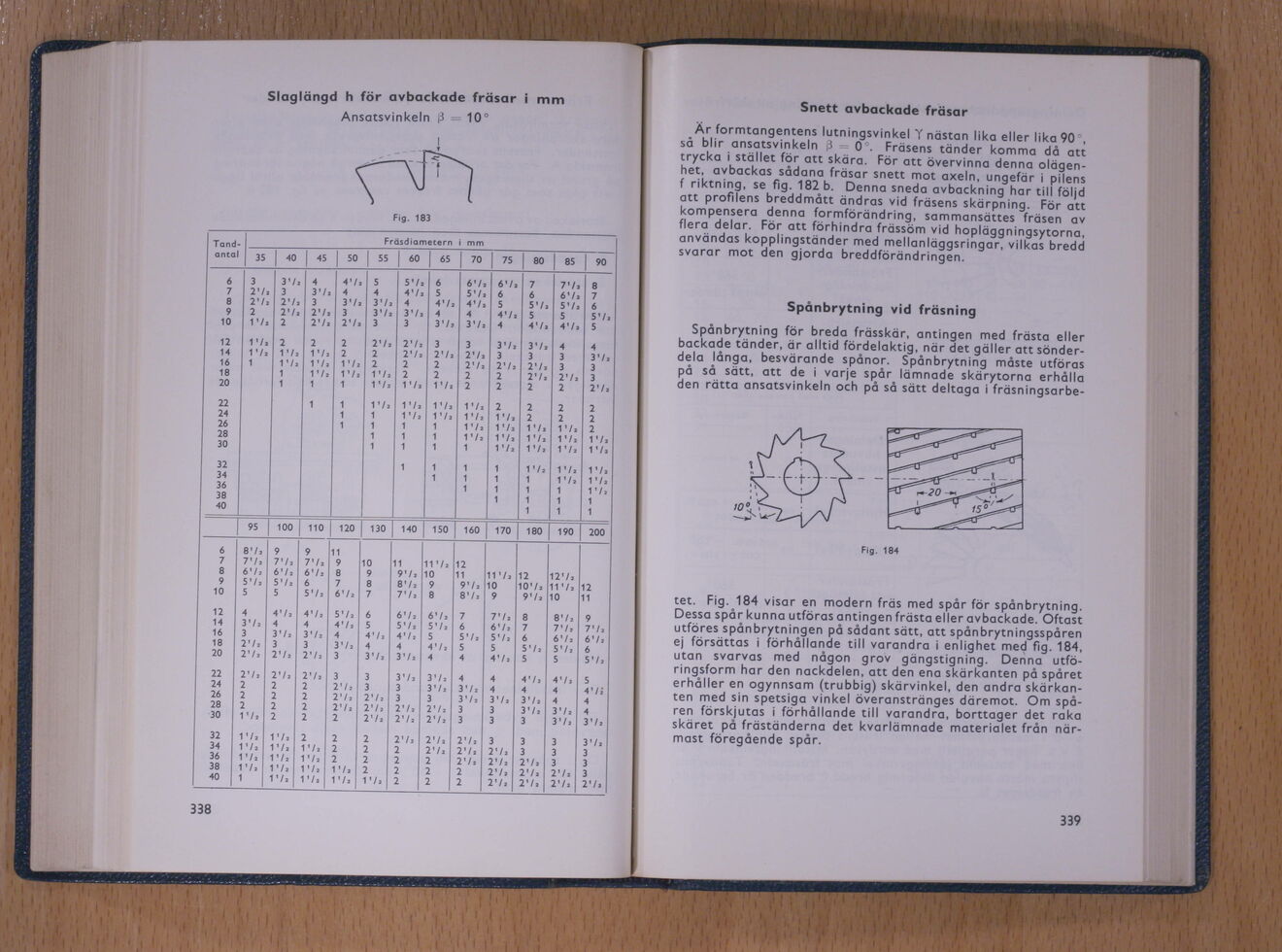
Slaglängd h för avbackade fräsar i
Ansatsvinkeln J 10°
mm
Frg. 183
Tand-
I
Fräsdiametern j
mm
1 ™™ 1 w
antal
35
40 45
r
50
55
60
65
70
75
60
85
90
6
3
37,
4
47,
5
57,
6
67*
67a
7
77*
8
7
2’/;
3
37*
4
4
47:
5
57,
6
6
673
7
8
27,
27,
3
37,
37,
4
47,
4’/j
5
57,
572
6
9
2
2Vj
27,
3
37,
I 3’/a
4
4
47;
5
5
572
10
17;
2
27 =
27*
3
3
37,
37,
4
47a
47,
5
12
1’/i
2
2
2
27,
27,
3
3
37*
37,
4
4
14
1 7,
1 7,
1 7,
2
2
27, ,
27 =
27,
3
3
3
37,
16
1
1 7,
17,
17,
2
2
2
27;
27.
27,
3
3
18
1
17;
17,
1 7,
2
2
2
2
27,
27,
3
20
1
1
1
1 ’/:
1 7,
17;
2
2
2
2
27,
22
I 1
1
1 7,
1 7,
17,
17,
2
2
2
2
24
I
1
1
1 7,
1 7,
1 7:
17,
2
2
2
26
.
1
i i
1
1
1
1
17,
1 7:
17,
1 7 =
2
28
1
1
1
1
1 7,
: 17,
17;
17,
1 7,
30
I
1
I 1
1 !
I
1
1 7,
17,
1 7,
17,
32
1 , 1
I
1
1
1 7,
1 7,
17.
34
1
I
1
I ’ I
1
1 7,
1 Wj
36 I
i
i
1
[ 1
1
1
17:
38
1
1
1
40
I
1
1
___–- ____
i
____—
1
1
—
— —" -
_–- _––
_––––
^^—^^— j_ _ ^_^_
––- __—
I
95
100 : 110
120 j
130
140
150 I
160 ’
170
I 180 ,
I I
I 190
200
6 ’
87,
i
9 ’9 i
11 i
I 1
1
I
I
t
i
1
7 !
77;
77, 77, ’
1
9
10 !
11
11 7,
12 I
1
8
6’/, j
673 6’/, i
8 !
9
97,
10 !
11 !
1
11 7,
12
127;
9
57; ;
5 7, I 6
7
8
87,
9 ’
9 7:
10
107;
11 7,
12
10 j
5
5 57, !
i
67,
7
77,
8 j
87,
1
9
97,
10
11
12 I
4 "
I ,
4’/: i 4V* -
5 7,
1
6
67,
67,
7
77,
8
87:
9
14
3’/;
4 ’4
i
4 7, ;
5 i
57, ’
57:
6
67:
7
77,
77,
16
3
3 7, i 37,
4
47:
47,
5 ,
57, j
57,
6
67,
67:
18
2 ’ /: ’
1
3 . 3
37: ’
4 j
4 ;
4 7: ’
1
5 :
5
57,
57:
6
20 ,
27,
27. ! 27:
1
3
37,
37, ,
4
4
47,
5
I
5
57:
22 I
2’/, !
1
27,! 27,
1
3
3 ’
37:
37: j
4 i
1
4
47, i
47:
5
1
24 ,
2
2 2
27, ’
3
3 i
37: !
37: ’
4
I
4
4
47:
26 I
2
2 2 ,
27;
27:
3
3 i
3 7: !
37,
37;
4
4
28 I
2
2 : 2
27, ;
2 7, ,
27: ’
2 7: ’
3
3
37,
37,
4
30 :
i
17,
2 2
1 1
2
27,
27: !
2 7: i
3
3
3
37,
37;
1
I
32
1 7, ’
172 2 i
2
1
2
1
27, ,
27,:
27, i
3
3
3
1
37; :
34
VI, i
17,1 17:
2 ’
2
2
2,/’ ,
27,
27: j
3 i
3
3 i
36
1 ’/i
1
17. 17: ’
2 ’
2 i
I
2
27,
27,
27,
3 j
3
38 ,
17,’
17, 17,
1 7, ’
2 i
2
2
2
27,
27,
27 =
3
40 ’
f
1
1 7: ;
17!
1 7:
1 7: ’
2 i
2
i
2
i
27:
27.
27,
27,
Snett avbackade fräsar
Är formtangentens lutningsvinkel T nästan lika eller lika 90
så blir ansatsvinkeln ,J» 0 . Frasens tänder komma då att
trycka i stället for att skära. För att övervinna denna
olägenhet, avbackas sådana fräsar snett mot axeln, ungefär i pilens
f riktning, se fig. 182 b. Denna sneda avbackning har till följd
att profilens breddmått ändras vid frasens skärpning. För att
kompensera denna formförändring, sammansättes frasen av
flera delar. För att förhindra frässöm vid hopläggningsytorna,
användas kopplingständer med mellanläggsringar, vilkas bredd
svarar mot den gjorda breddförändringen.
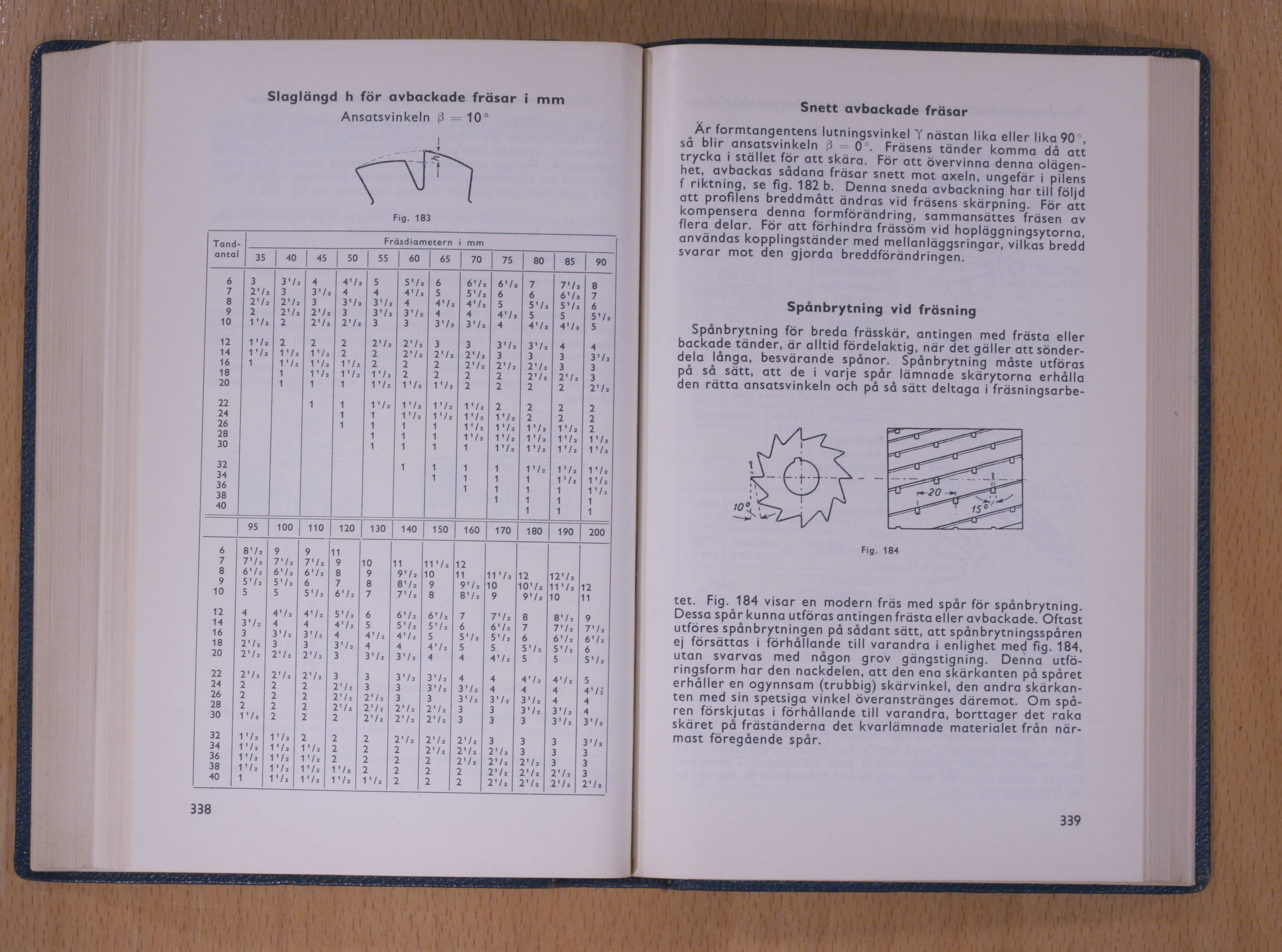
Spdnbrytning vid fräsning
Spånbrytning för breda frässkär, antingen med frästa eller
backade tänder, är alltid fördelaktig, när det gäller att
sönderdela långa, besvärande spånor. Spånbrytning måste utföras
på så sätt, att de i varje spår lämnade skärytorna erhålla
den rätta ansatsvinkeln och på så sätt deltaga i fräsningsarbe-
Fig. 184
tet. Fig. 184 visar en modern fräs med spår för spånbrytning.
Dessa spår kunna utföras antingen frästa eller avbackade. Oftast
utföres spånbrytningen på sådant sätt, att spånbrytningsspåren
ej försättas i förhållande till varandra i enlighet med fig. 184,
utan svarvas med någon grov gängstigning. Denna
utfö-ringsform har den nackdelen, att den ena skärkanten på spåret
erhåller en ogynnsam (trubbig) skärvinkel, den andra
skärkanten med sin spetsiga vinkel överanstränges däremot. Om
spåren förskjutas i förhållande till varandra, borttager det raka
skäret på fräständerna det kvarlämnade materialet från
närmast föregående spår.
339
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}