
Full resolution (JPEG) - On this page / på denna sida - 9. Slipning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
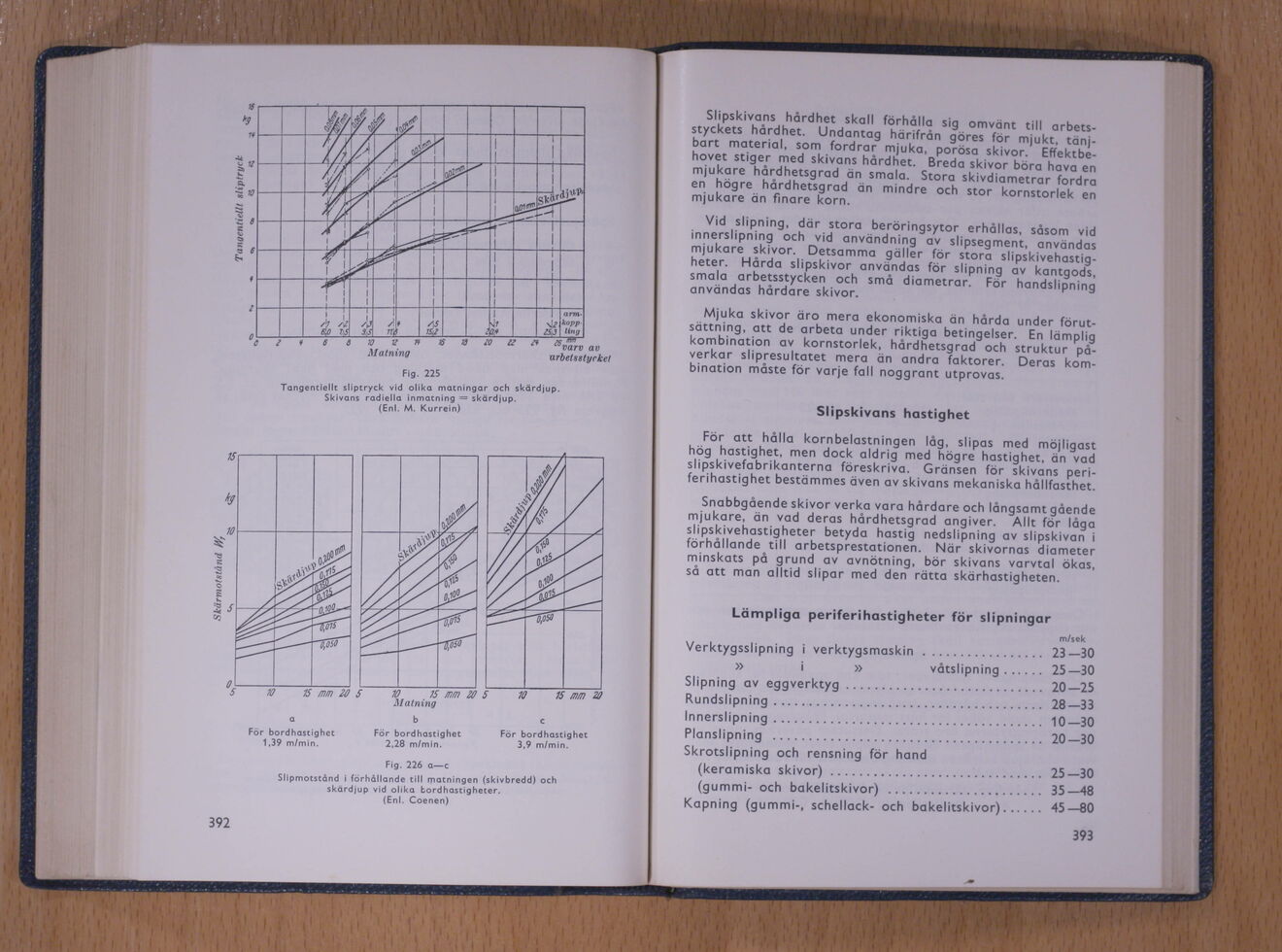
Fig. 225
Tangentiellc shptryck vid obka matningar och skärdjup.
Skivans radiella inmacning ^ skärdjup.
(Enl. M. Kurrein)
Fig. 226 a — c
Slipmotstand i förhållande till matningen (skivbredd) och
skardup vid oM-a bord hastigheter,
(Enl Coenen)
Slipskivans hårdhet skall förhålla sig omvänt till
arbets-styckets hårdhet. Undantag härifrån göres för mjukt,
tänjbart material, som fordrar mjuka, porösa skivor.
Effektbehovet stiger med skivans hårdhet. Breda skivor böra hava en
mjukare hårdhetsgrad än smala. Stora skivdiametrar fordra
en högre hårdhetsgrad än mindre och stor kornstorlek en
mjukare än finare korn.
Vid slipning, där stora beröringsytor erhållas, såsom vid
innerslipning och vid användning av slipsegment, användas
mjukare skivor. Detsamma gäller för stora
slipskivehastigheter. Hårda slipskivor användas för slipning av kantgods,
smala arbetsstycken och små diametrar. För handslipning
användas hårdare skivor.
Mjuka skivor äro mera ekonomiska än hårda under
förutsättning, att de arbeta under riktiga betingelser. En lämplig
kombination av kornstorlek, hårdhetsgrad och struktur
påverkar slipresultatet mera än andra faktorer. Deras
kombination måste för varje fall noggrant utprovas.
Slipskivans hastighet
För att hålla korn belastningen låg, slipas med möjligast
hög hastighet, men dock aldrig med högre hastighet, än vad
slipskivefabrikanterna föreskriva. Gränsen för skivans
periferihastighet bestämmes även av skivans mekaniska hållfasthet.
Snabbgående skivor verka vara hårdare och långsamt gående
mjukare, än vad deras hårdhetsgrad angiver. Allt för låga
slipskivehastigheter betyda hastig nedslipning av slipskivan i
förhållande till arbetsprestationen. När skivornas diameter
minskats på grund av avnötning, bör skivans varvtal ökas,
så att man alltid slipar med den rätta skärhastigheten.
Lämpliga periferihastigheter för slipningar
m/sek
Verktygsslipning i verktygsmaskin ................. 23—30
» i » våtslipning...... 25—30
Slipning av eggverktyg............................ 20—25
Rundslipning...................................... 28—33
Innerslipning...................................... 10—30
Planslipning ...................................... 20—30
Skrotslipning och rensning för hand
(keramiska skivor) .............................. 25—30
(gummi- och bakelitskivor) ...................... 35—48
Kapning (gummi-, schellack- och bakelitskivor)...... 45—80
393
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}