
Full resolution (JPEG) - On this page / på denna sida - Måttverktyg
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
611
Måttverktyg
612
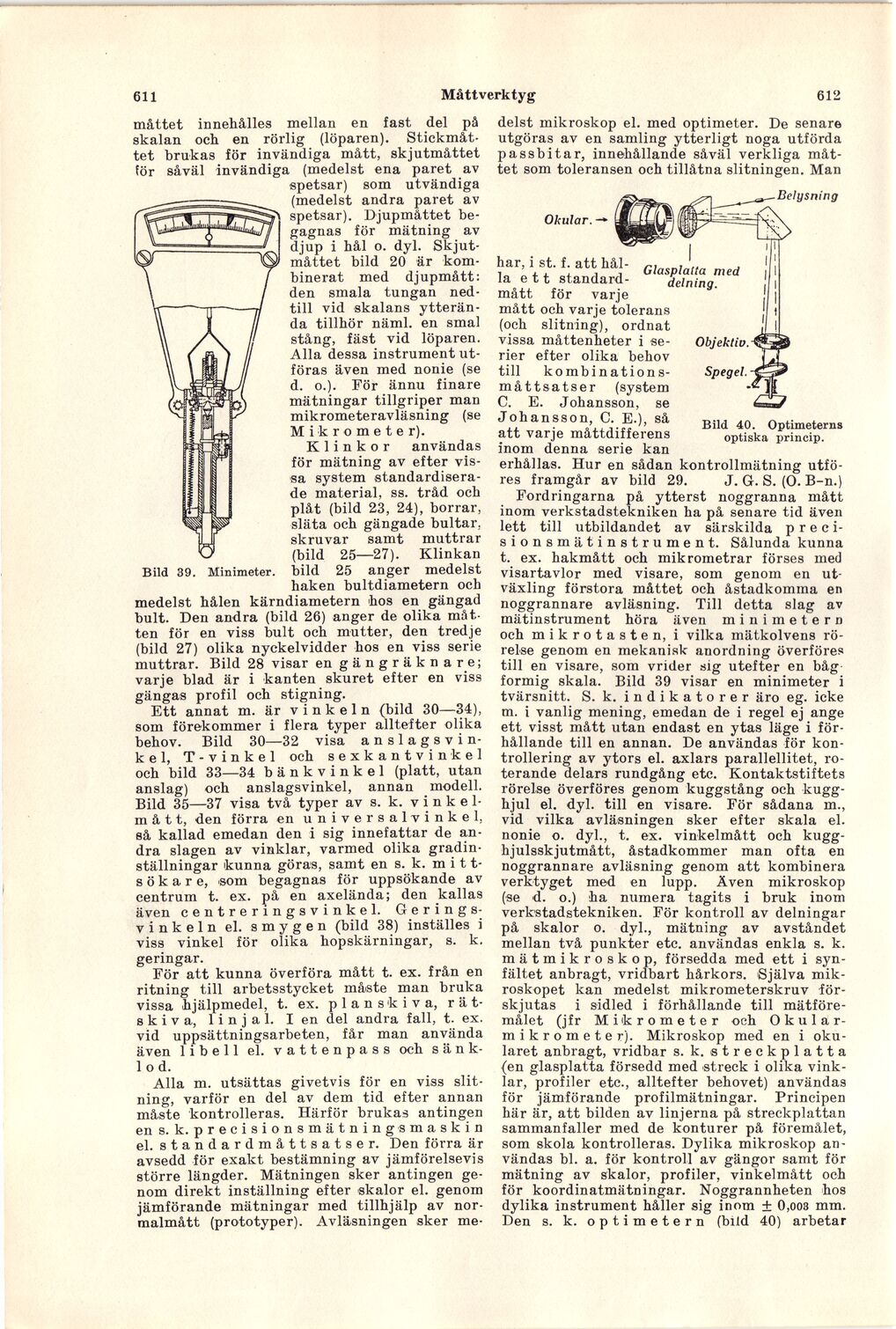
Bild 39. Minimeter.
måttet innehålles mellan en fast del på
skalan och en rörlig (löparen).
Stickmåttet brukas för invändiga mått, skjutmåttet
för såväl invändiga (medelst ena paret av
spetsar) som utvändiga
(medelst andra paret av
spetsar). Djupmåttet
begagnas för mätning av
djup i hål o. dyl.
Skjutmåttet bild 20 är
kombinerat med djupmått:
den smala tungan
nedtill vid skalans
ytterända tillhör näml, en smal
stång, fäst vid löparen.
Alla dessa instrument
utföras även med nonie (se
d. o.). För ännu finare
mätningar tillgriper man
mikrometeravläsning (se
Mikrometer).
K 1 i n k o r användas
för mätning av efter
vissa system
standardiserade material, ss. tråd och
plåt (bild 23, 24), borrar,
släta och gängade bultar,
skruvar samt muttrar
(bild 25—27). Klinkan
bild 25 anger medelst
haken bultdiametern och
medelst hålen kärndiametern hos en gängad
bult. Den andra (bild 26) anger de olika
måtten för en viss bult och mutter, den tredje
(bild 27) olika nyckelvidder hos en viss serie
muttrar. Bild 28 visar en gängräknare;
varje blad är i kanten skuret efter en viss
gängas profil och stigning.
Ett annat m. är vinkeln (bild 30—34),
som förekommer i flera typer alltefter olika
behov. Bild 30—32 visa a n slag sv i
n-k e 1, T-vinkel och sexkantvinkel
och bild 33—34 bänkvinkel (platt, utan
anslag) och anslagsvinkel, annan modell.
Bild 35—37 visa två typer av s. k.
vinkelmått, den förra en universal vinkel,
så kallad emedan den i sig innefattar de
andra slagen av vinklar, varmed olika
gradinställningar kunna göras, samt en s. k. m i
1t-sökare, som begagnas för uppsökande av
centrum t. ex. på en axelända; den kallas
även centreringsvinkel.
Gerings-vinkeln el. smygen (bild 38) inställes i
viss vinkel för olika hopskärningar, s. k.
geringar.
För att kunna överföra mått t. ex. från en
ritning till arbetsstycket måste man bruka
vissa hjälpmedel, t. ex. p 1 a n s k i v a,
rätskiva, linjal. len del andra fall, t. ex.
vid uppsättningsarbeten, får man använda
även 1 i b e 11 el. vattenpass och s ä n
k-lod.
Alla m. utsättas givetvis för en viss
slitning, varför en del av dem tid efter annan
måste kontrolleras. Härför brukas antingen
en s. k. precisions mätnings maskin
el. standardmått satser. Den förra är
avsedd för exakt bestämning av jämförelsevis
större längder. Mätningen sker antingen
genom direkt inställning efter skalor el. genom
jämförande mätningar med tillhjälp av
normalmått (prototyper). Avläsningen sker
me
delst mikroskop el. med optimeter. De senare
utgöras av en samling ytterligt noga utförda
passbitar, innehållande såväl verkliga
måttet som toleransen och tillåtna slitningen. Man
Okular.
Objektiv.
Spegel.
Bild 40. Optimeterns
optiska princip.
Glasplatta med
delning.
Belgsning
har, i st. f. att
hålla e 11
standardmått för varje
mått och varje tolerans
(och slitning), ordnat
vissa måttenheter i
serier efter olika behov
till kombination
s-måttsatser (system
C. E. Johansson, se
Johansson, C. E.), så
att varje måttdifferens
inom denna serie kan
erhållas. Hur en sådan kontrollmätning
utfö-res framgår av bild 29. J. G. S. (O. B-n.)
Fordringarna på ytterst noggranna mått
inom verkstadstekniken ha på senare tid även
lett till utbildandet av särskilda p r e c
i-sionsmätinstrument. Sålunda kunna
t. ex. hakmått och mikrometrar förses med
visartavlor med visare, som genom en ut
växling förstora måttet och åstadkomma en
noggrannare avläsning. Till detta slag av
mätinstrument höra även mini metern
och mikrotasten, i vilka mätkolvens
rörelse genom en mekanisk anordning överföres
till en visare, som vrider sig utefter en båg
formig skala. Bild 39 visar en minimeter i
tvärsnitt. S. k. indikatorer äro eg. icke
m. i vanlig mening, emedan de i regel ej ange
ett visst mått utan endast en ytas läge i
förhållande till en annan. De användas för
kon-trollering av ytors el. axlars parallellitet,
roterande delars rundgång etc. Kontaktstiftets
rörelse överföres genom kuggstång och
kugghjul el. dyl. till en visare. För sådana m.,
vid vilka avläsningen sker efter skala el.
nonie o. dyl., t. ex. vinkelmått och
kugg-hjulsskjutmått, åstadkommer man ofta en
noggrannare avläsning genom att kombinera
verktyget med en lupp. Även mikroskop
(se d. o.) ha numera tagits i bruk inom
verkstadstekniken. För kontroll av delningar
på skalor o. dyl., mätning av avståndet
mellan två punkter etc. användas enkla s. k.
mä tm ik r o sk op, försedda med ett i
synfältet anbragt, vridbart hårkors. Själva
mikroskopet kan medelst mikrometerskruv
förskjutas i sidled i förhållande till
mätföre-målet (jfr Mikrometer och
Okular-mikrometer). Mikroskop med en i
oku-laret anbragt, vridbar s. k. streckplatta
(en glasplatta försedd med streck i olika
vinklar, profiler etc., alltefter behovet) användas
för jämförande profilmätningar. Principen
här är, att bilden av linjerna på streckplattan
sammanfaller med de konturer på föremålet,
som skola kontrolleras. Dylika mikroskop
användas bl. a. för kontroll av gängor samt för
mätning av skalor, profiler, vinkelmått och
för koordinatmätningar. Noggrannheten hos
dylika instrument håller sig inom ± O,oo3 mm.
Den s. k. optimetern (bild 40) arbetar
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}