
Full resolution (JPEG) - On this page / på denna sida - Gjutning

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
11
Gjutning
12
Fig. 1. Kupolugn.
lämplig form (genom smältning, utröring med
vatten etc.), framställning av den form, i vilken
materialet skall gjutas, samt det färdiga
föremålets befriande från formen jämte eventuell
efter-arbetning. Största betydelsen ha g. av metaller
samt betonggj utning.
I. Järngj utning är en jämförelsevis ung
gren av gjuter itekniken, med säkerhet känd i
Europa först under 1400-talet. Numera är den ett
av de viktigaste sätten att forma järnet för dess
mångskiftande användning inom maskintekniken,
byggnadskonsten och det dagliga livet. För
gjut-godsframställningen nyttjas mest grått tackjärn,
som lämpar sig bäst och är lätt att efterarbeta.
Tackjärnet smältes i kupol ugn (fig. 1),
varvid man blandar olika slag av nytt tackjärn
ävensom tackjärnsskrot för att få lämplig
sammansättning, svarande mot den önskade lättflutenheten
vid g. samt hårdhetsgraden och hållfastheten mot
olika påkänningar och mot slitning i godsets
färdiga tillstånd. Smältningen sker kontinuerligt, så
länge g. pågår, i det att tackjärn och koks
påfyllas i omväxlande skikt. På någon höjd från
ugnsbottnen äro runt om ugnen anbragta
åtskilliga formar för införande av den för
förbränningen nödiga blästerluften, som först
fördelas i en kring ugnen gående b 1 ä s t e
r-låda. För järnets tappning finnes ett spetthål,
som före tappningen hålles tilltäppt medelst en
lerplugg. För att åstadkomma den erforderliga
blästem i
kupolugnen använder man
[-högtrycksfläk-tar-]
{+högtrycksfläk-
tar+} och
kapsel-blåsmaskiner.
Vid g. av
mycket stora
föremål nyttjas
någon gång
flamugn för
smältning. Tackjärn
för
aducerings-gods (se
Adu-cering) smältes
i deglar,
kupolugn, flamugn
el., mera sällan,
i konverter. —
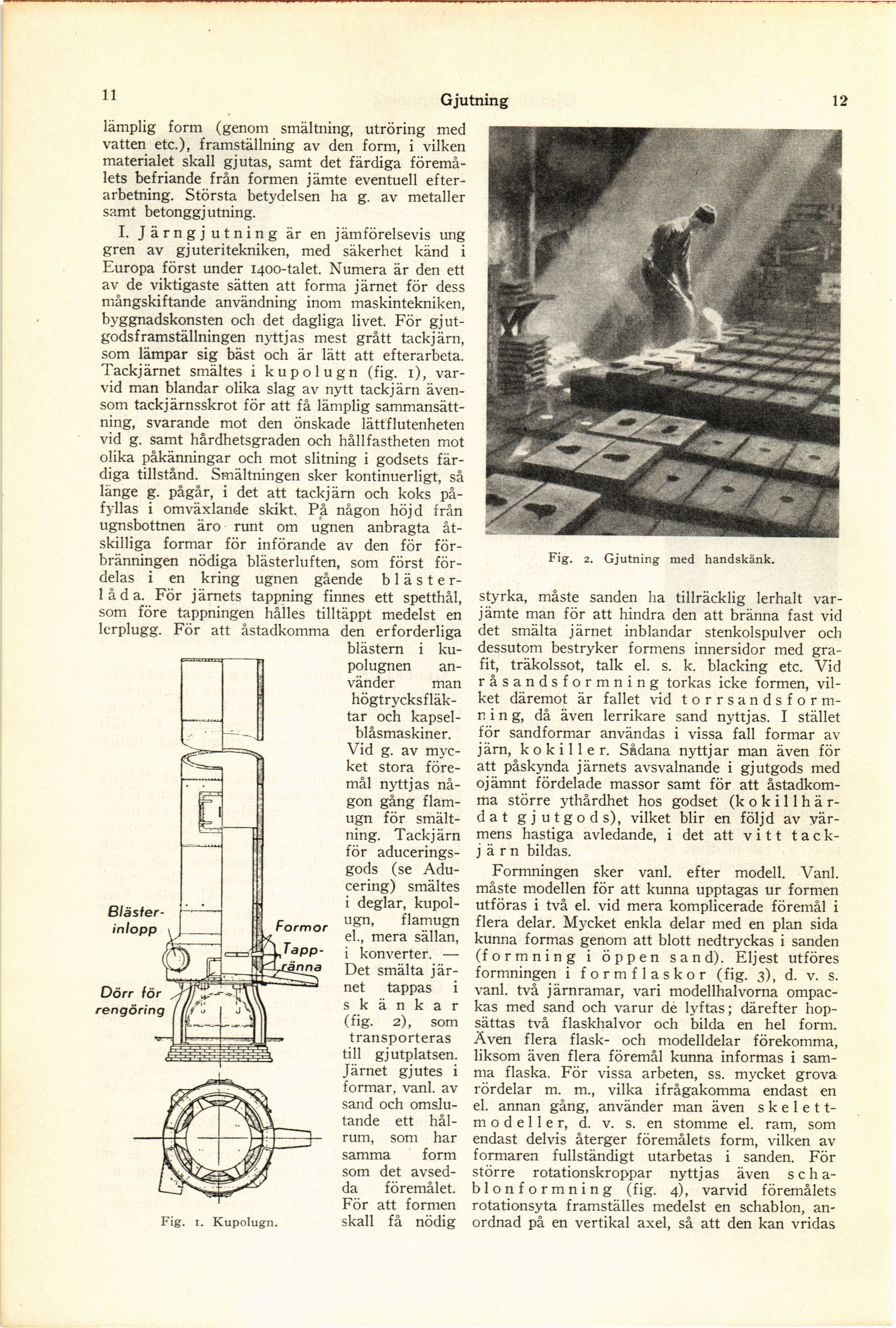
Det smälta
järnet tappas i
skänkar
(fig. 2), som
transporteras
till gjutplatsen.
Järnet gjutes i
formar, vanl. av
sand och
omslutande ett
hålrum, som har
samma form
som det
avsedda föremålet.
För att formen
skall få nödig
Fig. 2. Gjutning med handskänk.
styrka, måste sanden ha tillräcklig lerhalt
varjämte man för att hindra den att bränna fast vid
det smälta järnet inblandar stenkolspulver och
dessutom bestryker formens innersidor med
grafit, träkolssot, talk el. s. k. blacking etc. Vid
råsandsformning torkas icke formen,
vilket däremot är fallet vid
torrsandsform-ning, då även lerrikare sand nyttjas. I stället
för sandformar användas i vissa fall formar av
j ärn, k o k i 11 e r. Sådana nyttj ar man även för
att påskynda järnets avsvalnande i gjutgods med
ojämnt fördelade massor samt för att
åstadkomma större ythårdhet hos godset (k o k i 11 h ä
r-dat gjutgods), vilket blir en följd av
värmens hastiga avledande, i det att vitt
tackjärn bildas.
Formningen sker vanl. efter modell. Vanl.
måste modellen för att kunna upptagas ur formen
utföras i två el. vid mera komplicerade föremål i
flera delar. Mycket enkla delar med en plan sida
kunna formas genom att blott nedtryckas i sanden
(formning i öppen sand). Eljest utföres
formningen i formflaskor (fig. 3), d. v. s.
vanl. två järnramar, vari modellhalvorna
ompac-kas med sand och varur de lyftas; därefter
hopsättas två flaskhalvor och bilda en hel form.
Även flera flask- och modelldelar förekomma,
liksom även flera föremål kunna informas i
samma flaska. För vissa arbeten, ss. mycket grova
rördelar m. m., vilka ifrågakomma endast en
el. annan gång, använder man även
skelettmodeller, d. v. s. en stomme el. ram, som
endast delvis återger föremålets form, vilken av
formaren fullständigt utarbetas i sanden. För
större rotationskroppar nyttj as även
schablonformning (fig. 4), varvid föremålets
rotationsyta framställes medelst en schablon,
anordnad på en vertikal axel, så att den kan vridas
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}