
Full resolution (JPEG) - On this page / på denna sida - Gänga - Gängning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
585
Gängning
586
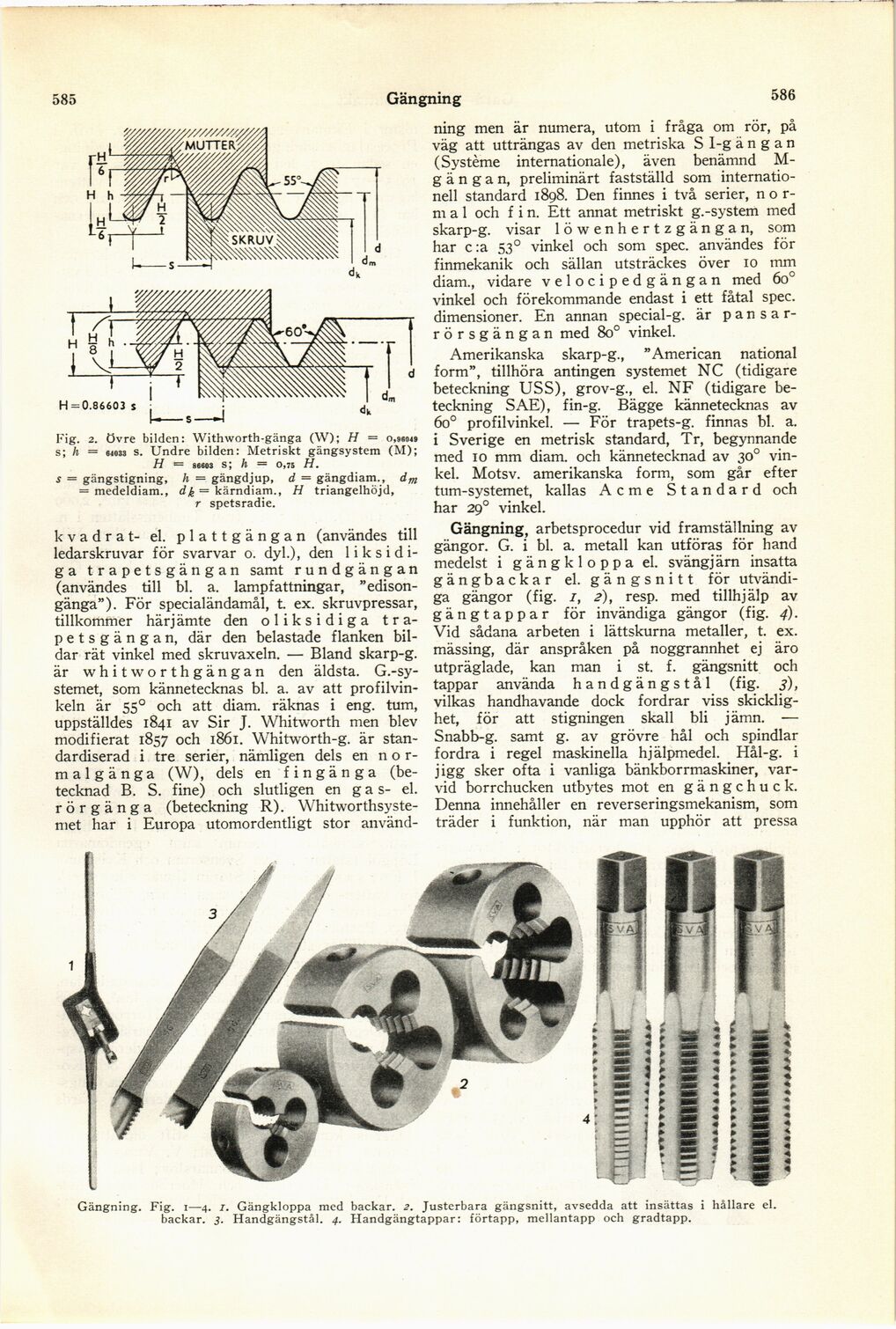
Fig. 2. Övre bilden: Withworth-gänga (W); H = o,9604s
s; h = sms s. Undre bilden: Metriskt gängsystem (M);
H — 66603 s; h - 0,75 H.
s = gängstigning, h = gängdjup, d = gängdiam., dm
= medeldiam., dk = kärndiam., H triangelhöjd,
r spetsradie.
kvadrat- el. plattgängan (användes till
ledarskruvar för svarvar o. dyl.), den
liksidi-ga trapetsgängan samt rundgängan
(användes till bl. a. lampfattningar,
”edison-gänga”). För specialändamål, t. ex. skruvpressar,
tillkommer härjämte den oliksidiga
trapetsgängan, där den belastade flanken
bildar rät vinkel med skruvaxeln. — Bland skarp-g.
är whitworthgängan den äldsta.
G.-sy-stemet, som kännetecknas bl. a. av att
profilvinkeln är 55° och att diam, räknas i eng. tum,
uppställdes 1841 av Sir J. Whitworth men blev
modifierat 1857 och 1861. Whitworth-g. är
standardiserad i tre serier, nämligen dels en n o
r-m al gänga (W), dels en fingänga
(betecknad B. S. fine) och slutligen en gas- el.
rörgänga (beteckning R).
Whitworthsyste-met har i Europa utomordentligt stor
använd
ning men är numera, utom i fråga om rör, på
väg att utträngas av den metriska S 1-g ä n g a n
(Système Internationale), även benämnd
M-g ä n g a n, preliminärt fastställd som
internationell standard 1898. Den finnes i två serier, n o
r-m a 1 och f i n. Ett annat metriskt g.-system med
skarp-g. visar löwenhertzgängan, som
har c:a 530 vinkel och som spec. användes för
finmekanik och sällan utsträckes över 10 mm
diam., vidare velocipedgängan med 6o°
vinkel och förekommande endast i ett fåtal spec.
dimensioner. En annan special-g. är p a n s a
r-rörsgängan med 8o° vinkel.
Amerikanska skarp-g., ”American national
form”, tillhöra antingen systemet NC (tidigare
beteckning USS), grov-g., el. NF (tidigare
beteckning SAE), fin-g. Bägge kännetecknas av
6o° profilvinkel. — För trapets-g. finnas bl. a.
i Sverige en metrisk standard, Tr, begynnande
med 10 mm diam, och kännetecknad av 300
vinkel. Motsv. amerikanska form, som går efter
tum-systemet, kallas Acme Standard och
har 290 vinkel.
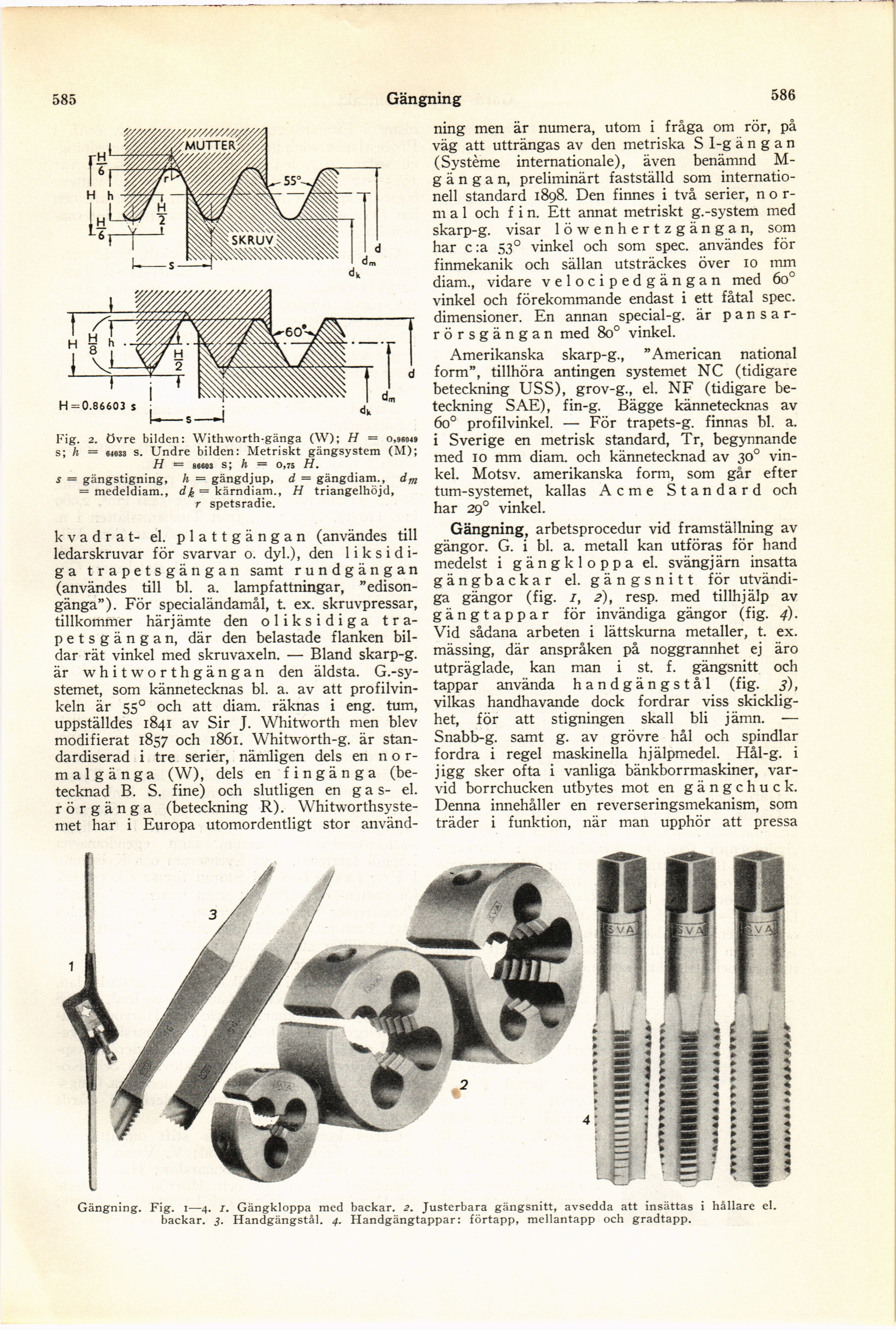
Gängning, arbetsprocedur vid framställning av
gängor. G. i bl. a. metall kan utföras för hand
medelst i gängkloppa el. svängjärn insatta
gängbackar el. gängsnitt för
utvändi-ga gängor (fig. 1, 2), resp, med tillhjälp av
gängtappar för invändiga gängor (fig. 4).
Vid sådana arbeten i lättskurna metaller, t. ex.
mässing, där anspråken på noggrannhet ej äro
utpräglade, kan man i st. f. gängsnitt och
tappar använda handgängstål (fig. 3),
vilkas handhavande dock fordrar viss
skicklighet, för att stigningen skall bli jämn. —
Snabb-g. samt g. av grövre hål och spindlar
fordra i regel maskinella hjälpmedel. Hål-g. i
jigg sker ofta i vanliga bänkborrmaskiner,
varvid borrchucken utbytes mot en gängchuck.
Denna innehåller en reverseringsmekanism, som
träder i funktion, när man upphör att pressa
Gängning. Fig. i—4. 1. Gängkloppa med backar. 2. Justerbara gängsnitt, avsedda att insättas i hållare el.
backar. 3. Handgängstål. 4. Handgängtappar: förtapp, mellantapp och gradtapp.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}