
Full resolution (JPEG) - On this page / på denna sida - Metall- og trearbeide - Moderne verkstedsteknikk: Hvordan en dampmaskin blir til - Maskinverkstedet

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
148 De store opfinnelser.
dene på det sitter det to gaffellignende forgreninger. Avstanden
mellem disse vilde ved vanlige målinger vise sig å være den samme,
men i virkeligheten er avstanden i den ene lære litt større enn den
andre, og forskjellen mellem disse to avstandene er nettop det man
kaller toleransen. Hvis den ene læren kan gape over akselen, hvis
diameter skal kontrolleres, mens den andre ikke kan, så vet man
at diametermålet må holde sig innenfor toleransens grenser. Av
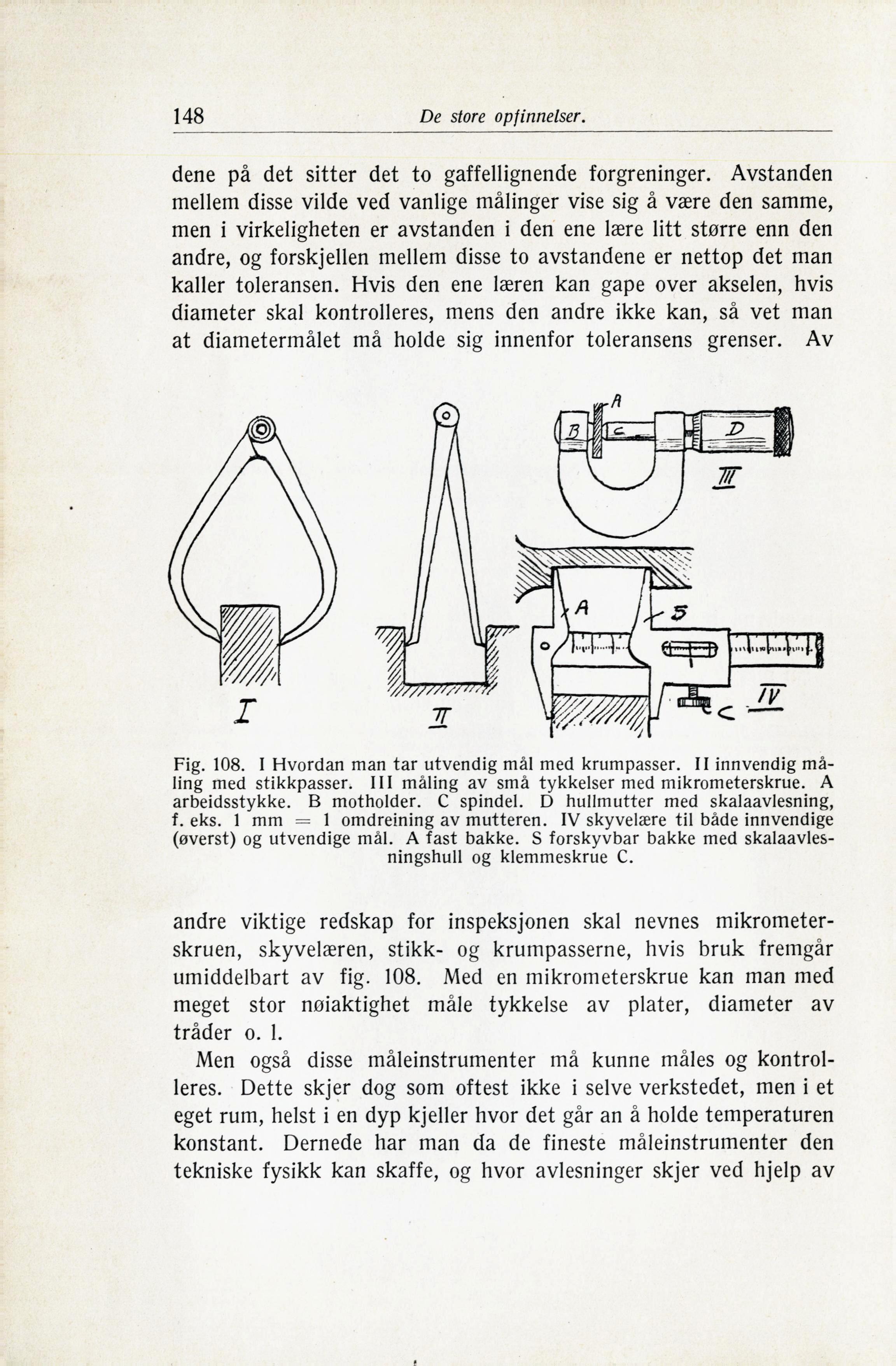
Fig. 108. I Hvordan man tar utvendig mål med krumpasser. II innvendig
måling med stikkpasser. III måling av små tykkelser med mikrometerskrue. A
arbejdsstykke. B motholder. C spindel. D hullmutter med skalaavlesning,
f. eks. 1 mm = 1 omdreining av mutteren. IV skyvelære til både innvendige
(øverst) og utvendige mål. A fast bakke. S forskyvbar bakke med
skalaavles-ningshull og klemmeskrue C.
andre viktige redskap for inspeksjonen skal nevnes
mikrometerskruen, skyvelæren, stikk- og krumpasserne, hvis bruk fremgår
umiddelbart av fig. 108. Med en mikrometerskrue kan man med
meget stor noiaktighet måle tykkelse av plater, diameter av
tråder o. 1.
Men også disse måleinstrumenter må kunne måles og
kontrolleres. Dette skjer dog som oftest ikke i selve verkstedet, men i et
eget rum, helst i en dyp kjeller hvor det går an å holde temperaturen
konstant. Dernede har man da de fineste måleinstrumenter den
tekniske fysikk kan skaffe, og hvor avlesninger skjer ved hjelp av
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}