
Full resolution (JPEG) - On this page / på denna sida - N:o 7. Juli - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
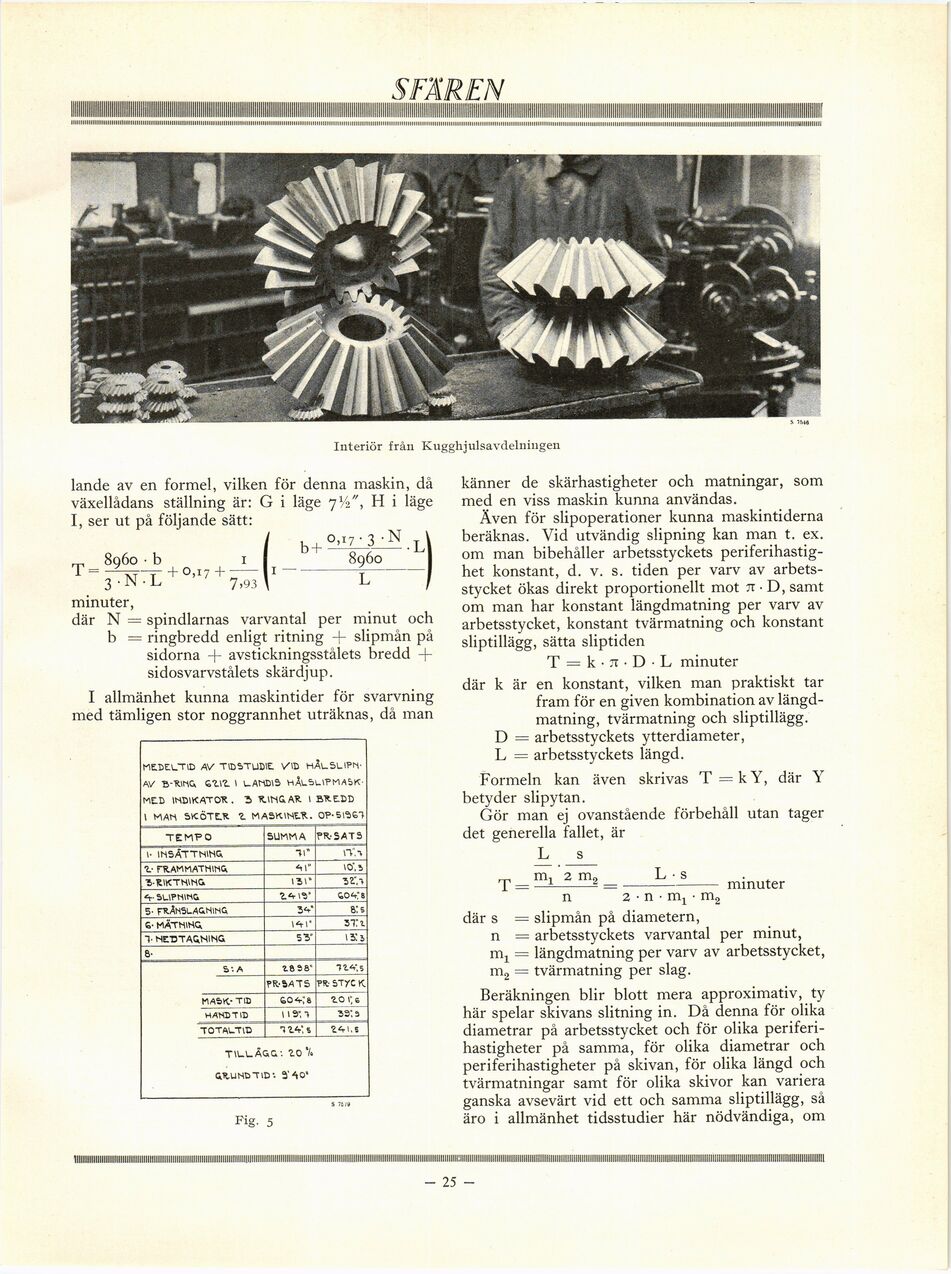
Interiör från Kugghjulsavdelningen
lande av en formel, vilken för denna maskin, då
växellådans ställning är: G i läge 7/4", H i läge
I, ser ut på följande sätt:
/ b| Q.X7-3-N
8960 b i 8960
T = y + 0,17 +–-11 —-Y–-1
3 • N ■ L 7,93 \ L J
minuter,
där N = spindlarnas varvantal per minut och
b = ringbredd enligt ritning -f slipmån på
sidorna + avstickningsstålets bredd +
sidosvarvstålets skärdjup.
I allmänhet kunna maskintider för svarvning
med tämligen stor noggrannhet uträknas, då man
känner de skärhastigheter och matningar, som
med en viss maskin kunna användas.
Även för slipoperationer kunna maskintiderna
beräknas. Vid utvändig slipning kan man t. ex.
om man bibehåller arbetsstyckets
periferihastighet konstant, d. v. s. tiden per varv av
arbetsstycket ökas direkt proportionellt mot tt ■ D, samt
om man har konstant längdmatning per varv av
arbetsstycket, konstant tvärmatning och konstant
sliptillägg, sätta sliptiden
T = k • ti ■ D • L minuter
där k är en konstant, vilken man praktiskt tar
fram för en given kombination av
längdmatning, tvärmatning och sliptillägg.
D = arbetsstyckets ytterdiameter,
L = arbetsstyckets längd.
Formeln kan även skrivas T = k Y, där Y
betyder slipytan.
Gör man ej ovanstående förbehåll utan tager
det generella fallet, är
L s
n 2 • n • m1 • m2
där s = slipmån på diametern,
n = arbetsstyckets varvantal per minut,
nij = längdmatning per varv av arbetsstycket,
m2 = tvärmatning per slag.
Beräkningen blir blott mera approximativ, ty
här spelar skivans slitning in. Då denna för olika
diametrar på arbetsstycket och för olika
periferi-hastigheter på samma, för olika diametrar och
periferihastigheter på skivan, för olika längd och
tvärmatningar samt för olika skivor kan variera
ganska avsevärt vid ett och samma sliptillägg, så
äro i allmänhet tidsstudier här nödvändiga, om
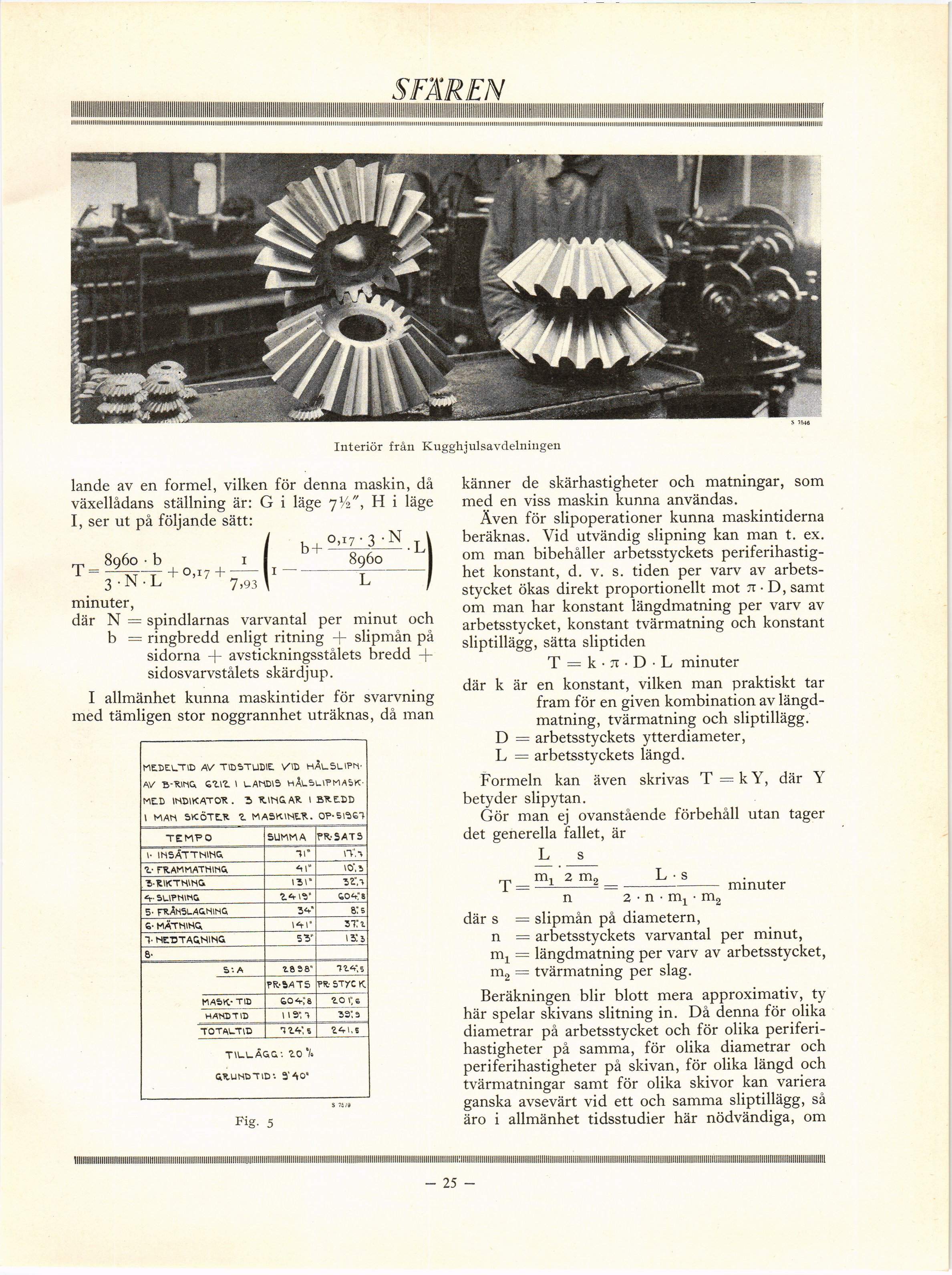
Fig. 5
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}