
Full resolution (JPEG) - On this page / på denna sida - Gänga el. skruvgänga - Gängback - Gängchuck, Gänghuvud, Gängkoppa - Gängning

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
GÄNGNING
terialet. För att småningom kunna intränga i
arbetsstycket äro backarnas gängor avfasade
nedåt, d.v.s. de nedre gängorna ha större diam,
än de övre (se fig. 1). För hand-g. av små
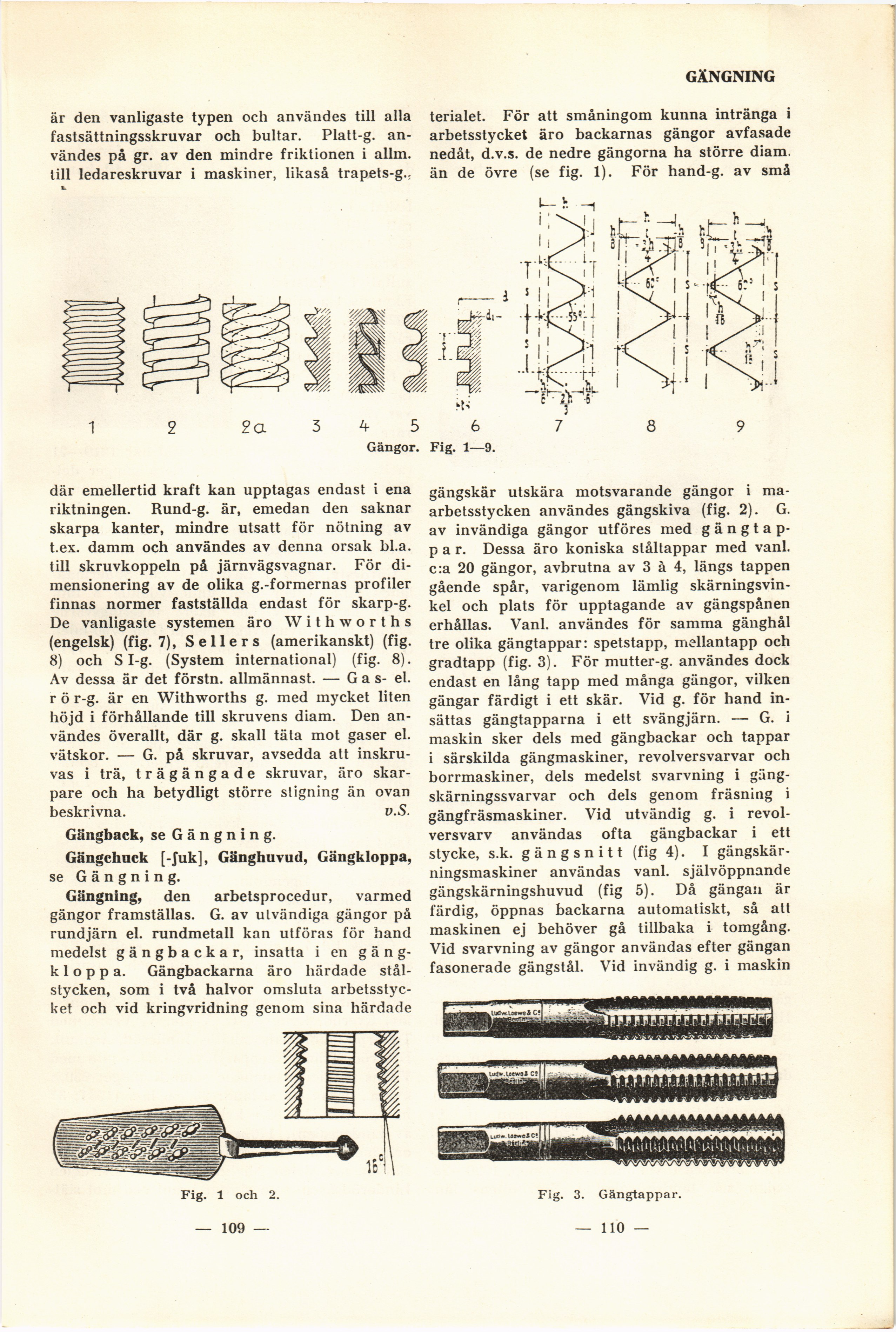
Gängor. Fig. 1—9.
är den vanligaste typen och användes till alla
fastsättningsskruvar och bultar. Platt-g.
användes på gr. av den mindre friktionen i allm.
till ledareskruvar i maskiner, likaså trapets-g.;
där emellertid kraft kan upptagas endast i ena
riktningen. Rund-g. är, emedan den saknar
skarpa kanter, mindre utsatt för nötning av
t.ex. damm och användes av denna orsak bl.a.
till skruvkoppeln på järnvägsvagnar. För
dimensionering av de olika g.-formernas profiler
finnas normer fastställda endast för skarp-g.
De vanligaste systemen äro W i t h w o r t h s
(engelsk) (fig. 7), Sellers (amerikanskt) (fig.
8) och S I-g. (System international) (fig. 8).
Av dessa är det förstn. allmännast. — Gas- el.
r ö r-g. är en Withworths g. med mycket liten
höjd i förhållande till skruvens diam. Den
användes överallt, där g. skall täta mot gaser el.
vätskor. — G. på skruvar, avsedda att
inskru-vas i trä, trägängade skruvar, äro
skarpare och ha betydligt större stigning än ovan
beskrivna. v.S.
Gängback, se Gängning.
Gängchuck [-fuk], Gänghuvud, Gängkloppa,
se Gängning.
Gängning, den arbetsprocedur, varmed
gängor framställas. G. av ulvändiga gängor på
rundjärn el. rundmetall kan utföras för hand
medelst gängbackar, insatta i en
gängkloppa. Gängbackarna äro härdade
stålstycken, som i två halvor omsluta
arbetsstyc-ket och vid kringvridning genom sina härdade
Fig. 1 och 2.
gängskär utskära motsvarande gängor i
ma-arbetsstycken användes gängskiva (fig. 2). G.
av invändiga gängor utföres med g ä n g t a
p-p a r. Dessa äro koniska ståltappar med vanl.
c:a 20 gängor, avbrutna av 3 å 4, längs tappen
gående spår, varigenom lämlig
skärningsvin-kel och plats för upptagande av gängspånen
erhållas. Vanl. användes för samma gänghål
tre olika gängtappar: spetstapp, mellantapp och
gradtapp (fig. 3). För mutter-g. användes dock
endast en lång tapp med många gängor, vilken
gängar färdigt i ett skär. Vid g. för hand
insättas gängtapparna i ett svängjärn. — G. i
maskin sker dels med gängbackar och tappar
i särskilda gängmaskiner, revolversvarvar och
borrmaskiner, dels medelst svarvning i
gäng-skärningssvarvar och dels genom fräsning i
gängfräsmaskiner. Vid utvändig g. i
revolversvarv användas ofta gängbackar i ett
stycke, s.k. gängsnitt (fig 4). I
gängskär-ningsmaskiner användas vanl. självöppnande
gängskärningshuvud (fig 5). Då gängan är
färdig, öppnas backarna automatiskt, så att
maskinen ej behöver gå tillbaka i tomgång.
Vid svarvning av gängor användas efter gängan
fasonerade gängstål. Vid invändig g. i maskin
Fig. 3. Gängtappar.
— 109 —
— 110 —
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}