
Full resolution (JPEG)
- On this page / på denna sida
- Härdning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread.
/ Denna sida har aldrig korrekturlästs.
HÄRDNING
högre än nödvändigt och ej heller bibehållas
onödigt länge, enär de kristallkorn, av vilka
stålet är uppbyggt, vid dessa hög temp. ha
benägenhet att växa samman (s.k. koallescens)
och på så sätt en kornförstoring
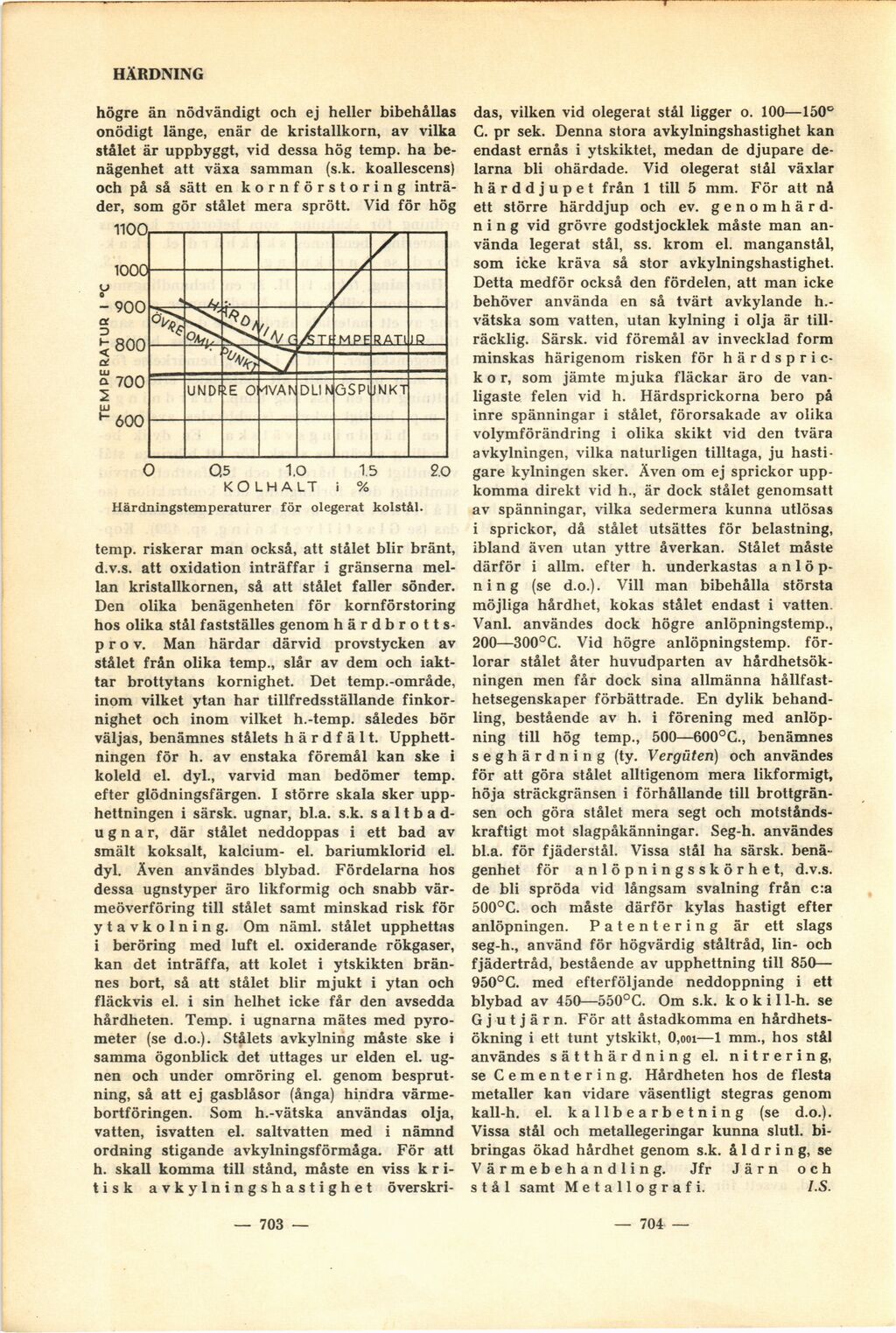
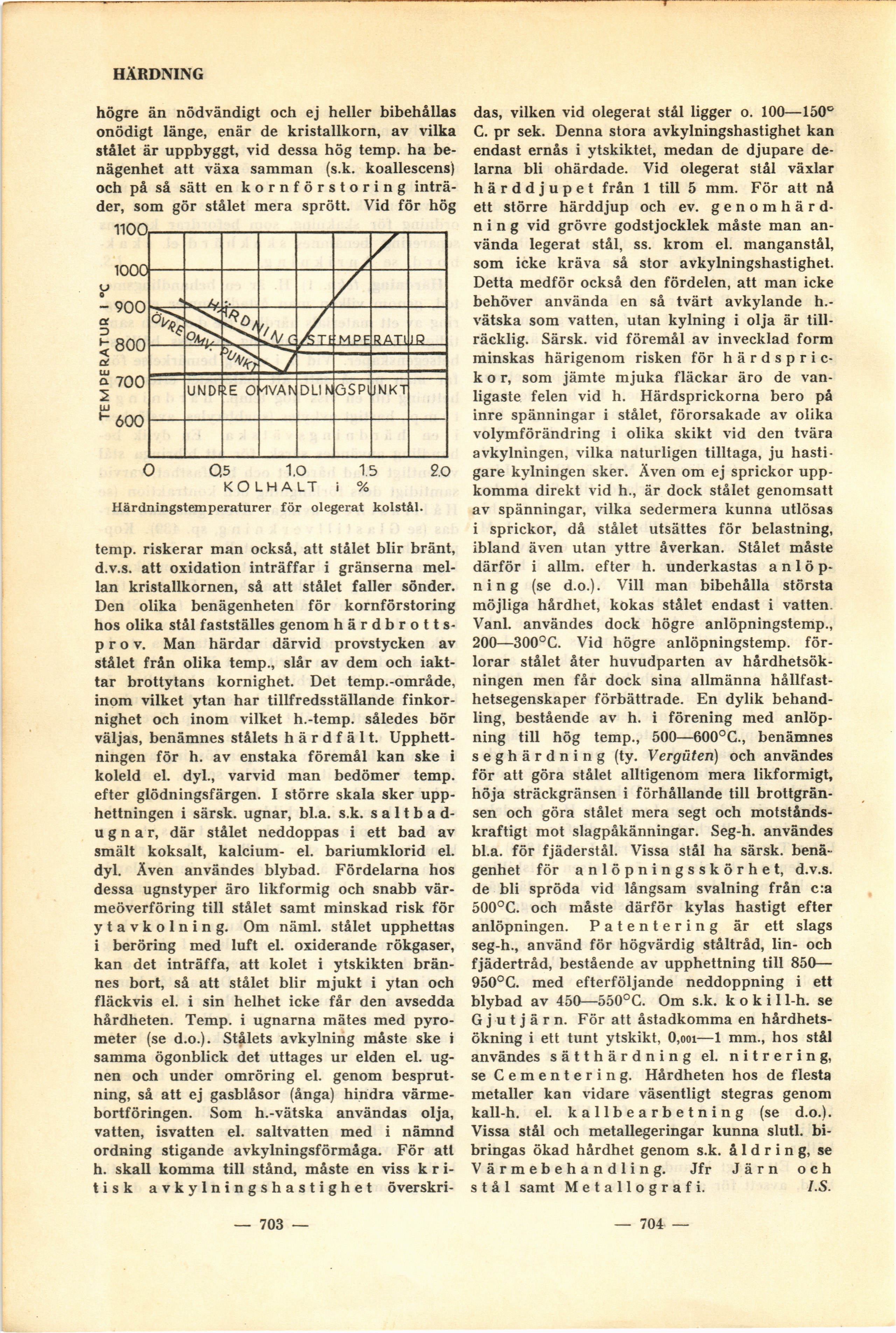
inträder, som gör stålet mera sprött. Vid för hög
Härdningstemperaturer för olegerat kolstål.
temp. riskerar man också, att stålet blir bränt,
d.v.s. att oxidation inträffar i gränserna
mellan kristallkornen, så att stålet faller sönder.
Den olika benägenheten för kornförstoring
hos olika stål fastställes genom
härdbrotts-p r o v. Man härdar därvid provstycken av
stålet från olika temp., slår av dem och
iakttar brottytans kornighet. Det temp.-område,
inom vilket ytan har tillfredsställande
finkor-nighet och inom vilket h.-temp. således bör
väljas, benämnes stålets härdfält.
Upphettningen för h. av enstaka föremål kan ske i
koleld el. dyl., varvid man bedömer temp.
efter glödningsfärgen. I större skala sker
upphettningen i särsk. ugnar, bl.a. s.k. s a 11
badugn a r, där stålet neddoppas i ett bad av
smält koksalt, kalcium- el. bariumklorid el.
dyl. Även användes blybad. Fördelarna hos
dessa ugnstyper äro likformig och snabb
värmeöverföring till stålet samt minskad risk för
ytavkolning. Om näml, stålet upphettas
i beröring med luft el. oxiderande rökgaser,
kan det inträffa, att kolet i ytskikten
brän-nes bort, så att stålet blir mjukt i ytan och
fläckvis el. i sin helhet icke får den avsedda
hårdheten. Temp. i ugnarna mätes med
pyro-meter (se d.o.). Stålets avkylning måste ske i
samma ögonblick det uttages ur elden el.
ugnen och under omröring el. genom
besprut-ning, så att ej gasblåsor (ånga) hindra
värme-bortföringen. Som h.-vätska användas olja,
vatten, isvatten el. saltvatten med i nämnd
ordning stigande avkylningsförmåga. För att
h. skall komma till stånd, måste en viss
kritisk avkylningshastighet
överskri
das, vilken vid olegerat stål ligger o. 100—150°
C. pr sek. Denna stora avkylningshastighet kan
endast ernås i ytskiktet, medan de djupare
delarna bli ohärdade. Vid olegerat stål växlar
härddjupet från 1 till 5 mm. För att nå
ett större härddjup och ev.
genomhärd-ning vid grövre godstjocklek måste man
använda legerat stål, ss. krom el. manganstål,
som icke kräva så stor avkylningshastighet.
Detta medför också den fördelen, att man icke
behöver använda en så tvärt avkylande
h.-vätska som vatten, utan kylning i olja är
tillräcklig. Särsk. vid föremål av invecklad form
minskas härigenom risken för
härdsprickor, som jämte mjuka fläckar äro de
vanligaste felen vid h. Härdsprickorna bero på
inre spänningar i stålet, förorsakade av olika
volymförändring i olika skikt vid den tvära
avkylningen, vilka naturligen tilltaga, ju
hastigare kylningen sker. Även om ej sprickor
uppkomma direkt vid h., är dock stålet genomsatt
av spänningar, vilka sedermera kunna utlösas
i sprickor, då stålet utsättes för belastning,
ibland även utan yttre åverkan. Stålet måste
därför i allm. efter h. underkastas anl ö
p-ning (se d.o.). Vill man bibehålla största
möjliga hårdhet, kokas stålet endast i vatten.
Vanl. användes dock högre anlöpningstemp.,
200—300°C. Vid högre anlöpningstemp.
förlorar stålet åter huvudparten av
hårdhetsökningen men får dock sina allmänna
hållfast-hetsegenskaper förbättrade. En dylik
behandling, bestående av h. i förening med
anlöp-ning till hög temp., 500—600°C., benämnes
seghärdning (ty. Vergüten) och användes
för att göra stålet alltigenom mera likformigt,
höja sträckgränsen i förhållande till
brottgränsen och göra stålet mera segt och
motståndskraftigt mot slagpåkänningar. Seg-h. användes
bl.a. för fjäderstål. Vissa stål ha särsk.
benägenhet för anlöpningsskörhet, d.v.s.
de bli spröda vid långsam svalning från c:a
500°C. och måste därför kylas hastigt efter
anlöpningen. Patentering är ett slags
seg-h., använd för högvärdig ståltråd, lin- och
fjäderträd, bestående av upphettning till 850—
950°C. med efterföljande neddoppning i ett
blybad av 450—550°C. Om s.k. k o k i 11-h. se
Gjutjärn. För att åstadkomma en
hårdhetsökning i ett tunt ytskikt, O,ooi—1 mm., hos stål
användes sätthärdning el. nitrering,
se Cementering. Hårdheten hos de flesta
metaller kan vidare väsentligt stegras genom
kall-h. el. kallbearbetning (se d.o.).
Vissa stål och metallegeringar kunna slutl.
bibringas ökad hårdhet genom s.k. åldring, se
V ärmebehandling. Jfr Järn och
stål samt Metallografi. I-S.
— 703 —
— 704 —-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Wed Dec 17 15:18:50 2025
(aronsson)
(download)
<< Previous
Next >>
https://runeberg.org/svupps/1-13/0412.html


{kind=link}