
Full resolution (JPEG) - On this page / på denna sida - Gasstrid - Gassvetsning, autogen svetsning

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
GASSVETSNING
skilja sig från andra signaler. Gasförsvaret fordrar
ett välorganiserat gasskydd*. Lj.
Gassvetsning, autogen svetsning,
procedur, vid vilken materialdelar sammanfogas
genom att lokalt uppvärmas till smälttemp. med
tillhjälp av en gaslåga, varvid fogen utfylles ant.
med grundmaterialet självt el. med
tillsatsmaterial av liknande slag som grundmaterialet. Har
tillsatsmaterialet lägre smältpunkt, varvid
grundmaterialet ej behöver bringas upp till smälttemp.,
talar man hellre om svetslödning, när
arbetsverktyget utgöres av en svetsbrännare. — Till
g. räknas även ”påsvetsning”, varmed förstås
smältbeläggning av grundmaterialet med
tillsatsmaterial, som ev. kan vara av hårdare
beskaffenhet (hårdsvetsning). Hårdsvetsning användes t.ex.,
då en egg av snabbstål skall anbringas på ett
verktyg av enklare material.
G. har sin främsta tillämpning för svetsning
av smidbart järn och stål men kan numera
appliceras på de flesta andra metaller (gjutjärn,
aluminium, koppar, zinklegeringar, bly o.s.v.), varvid
det i många fall är nödvändigt att använda
flussmedel. övervägande användes för g. en
ace-tylen-syrgaslåga, som ger en temp. av max.
3,o8o°. Lågan alstras i en svetsbrännare, som
kan vara av ant. lågtrycks- el. högtryckstyp.
Brännarens konstruktion är i princip densamma
för de båda typerna och framgår av fig. I. Vid
Fig. 1. Principskiss av svetsbrännare.
Fig. 2. Tryckregulator.
Högtrycksgasen inkommer t.h.;
utloppet t.v. regleras med
stryp-skruven d. Huvudventilen f lyftes
av fjädern b, som spännes med
den i huset e anbragta skruven a.
Stängande verkar å andra sidan
det på membranet c verkande
lågtrycket.
lågtryckstypen användes acetylengas ung. av
atmosfärtryck från generatorer, vid högtryckstypen
komprimerad gas, vanl. från tryckbehållare. I
förra fallet drar syrgasen acetylenen med sig
medelst ejektorverkan, i senare fallet fordras ej
med nödvändighet ejektoranordning. Till det yttre
kan man skilja de två typerna åt genom den
typ av munstycke, som kommer till användning.
Högtrycksbrännare ha korta, lätt utbytbara
munstycken; vid lågtrycksbrännare äro munstycke,
blandningsrör och ejektor hopbyggda till ett
organ, som vid övergång till annan
utströmnings-öppning bytes i sin helhet. Högtrycksbrännare,
som vanl. arbeta med 0,1 ä 0,3 övertryck i
bland-ningsröret, anses
fordra mindre
passning under
svetsarbetet.
Den erforderliga
syrgasen erhålles i
regel från
tryckbehållare, vilka laddas
med 125—150 at
tryck; till större
svetsverkstäder
levereras syrgasen i
flytande form och vid
föga mer än
atmosfärtryck; den
bringas i så fall i
gasform medelst en
tryckreglerad dopp-
värmare. För syrgasen måste finnas en
tryckregulator, inställbar för ett konstant och av
be-hållartrycket oberoende medeltryck, från vilket
utströmningen till brännaren regleras medelst en
enkel nålventil. Samma sak gäller
acetylenga-sen, om den levereras i tryckbehållare.
Konstruktionen av en konstantregulator framgår av
fig. 2. — Beroende på gasblandningsförhållandet
kan man erhålla ett flertal olika typer av
svets-låga. Normal låga erhålles vid en acetylenhalt
av 48 °/o, mellan 48 och 42 % är lågan svagt
reducerande, mellan 48 och 55 °/o är lågan ”kolande”,
d.v.s. ger utanför själva kärnan ett område, som
är kraftigt lysande och verkar uppkolande på
smält järn. Vid acetylenhalter ett stycke utanför
nämnda gränser erhålles sotande, resp, oxiderande
låga — dessa lågtyper ha icke någon praktisk
användning vid g.
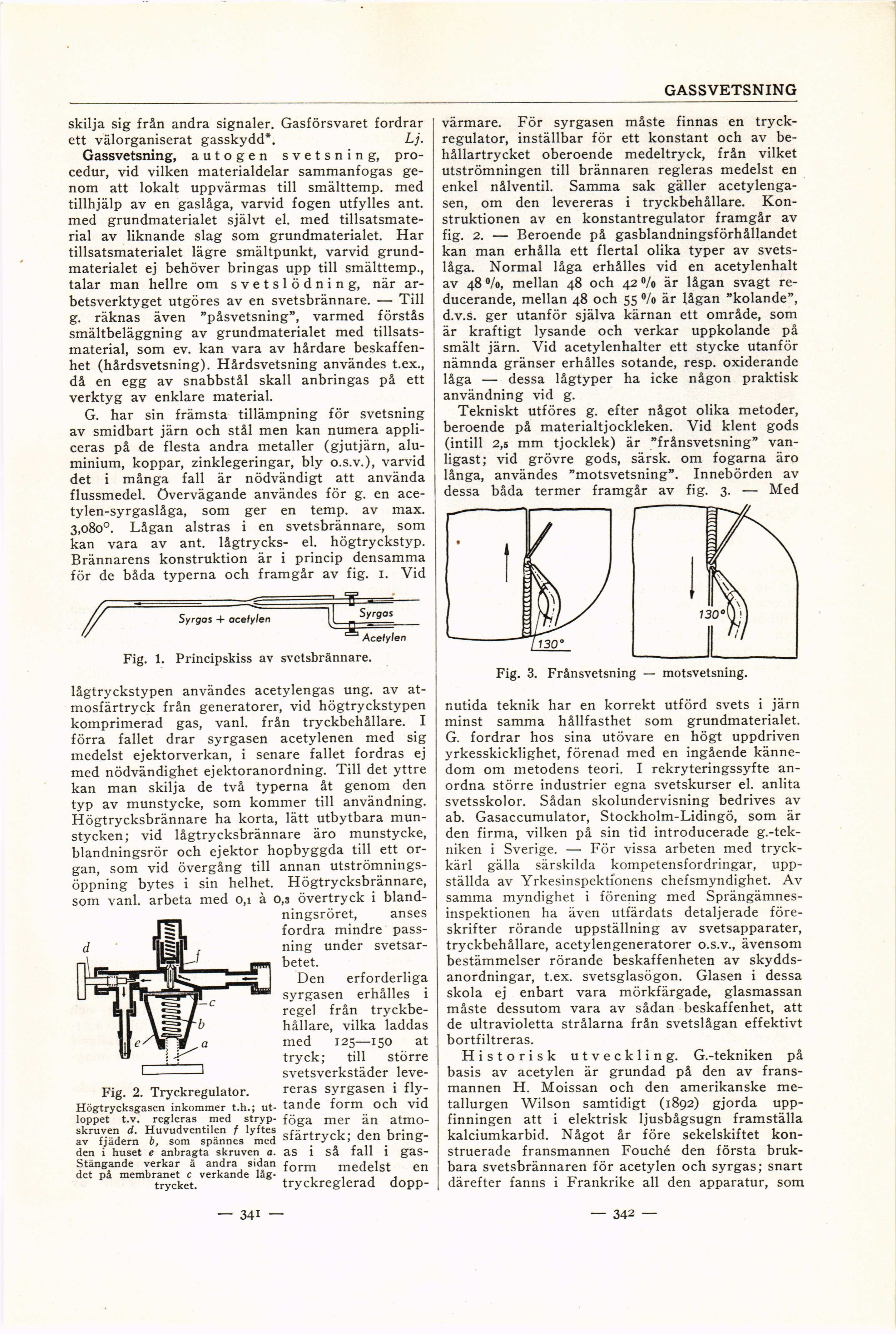
Tekniskt utföres g. efter något olika metoder,
beroende på materialtjockleken. Vid klent gods
(intill 2,5 mm tjocklek) är ”frånsvetsning”
vanligast; vid grövre gods, särsk. om fogarna äro
långa, användes ”motsvetsning”. Innebörden av
dessa båda termer framgår av fig. 3. — Med
Fig. 3. Frånsvetsning — motsvetsning.
nutida teknik har en korrekt utförd svets i järn
minst samma hållfasthet som grundmaterialet.
G. fordrar hos sina utövare en högt uppdriven
yrkesskicklighet, förenad med en ingående
kännedom om metodens teori. I rekryteringssyfte
anordna större industrier egna svetskurser el. anlita
svetsskolor. Sådan skolundervisning bedrives av
ab. Gasaccumulator, Stockholm-Lidingö, som är
den firma, vilken på sin tid introducerade
g.-tek-niken i Sverige. — För vissa arbeten med
tryckkärl gälla särskilda kompetensfordringar,
uppställda av Yrkesinspektionens chefsmyndighet. Av
samma myndighet i förening med
Sprängämnes-inspektionen ha även utfärdats detaljerade
föreskrifter rörande uppställning av svetsapparater,
tryckbehållare, acetylengeneratorer o.s.v., ävensom
bestämmelser rörande beskaffenheten av
skyddsanordningar, t.ex. svetsglasögon. Glasen i dessa
skola ej enbart vara mörkfärgade, glasmassan
måste dessutom vara av sådan beskaffenhet, att
de ultravioletta strålarna från svetslågan effektivt
bortfiltreras.
Historisk utveckling. G.-tekniken på
basis av acetylen är grundad på den av
fransmannen H. Moissan och den amerikanske
me-tallurgen Wilson samtidigt (1892) gjorda
uppfinningen att i elektrisk ljusbågsugn framställa
kalciumkarbid. Något år före sekelskiftet
konstruerade fransmannen Fouché den första
brukbara svetsbrännaren för acetylen och syrgas; snart
därefter fanns i Frankrike all den apparatur, som
— 341 —
— 342 —
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}