
Full resolution (JPEG) - On this page / på denna sida - Järn och stål - Historik

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
JÄRN OCH STÅL
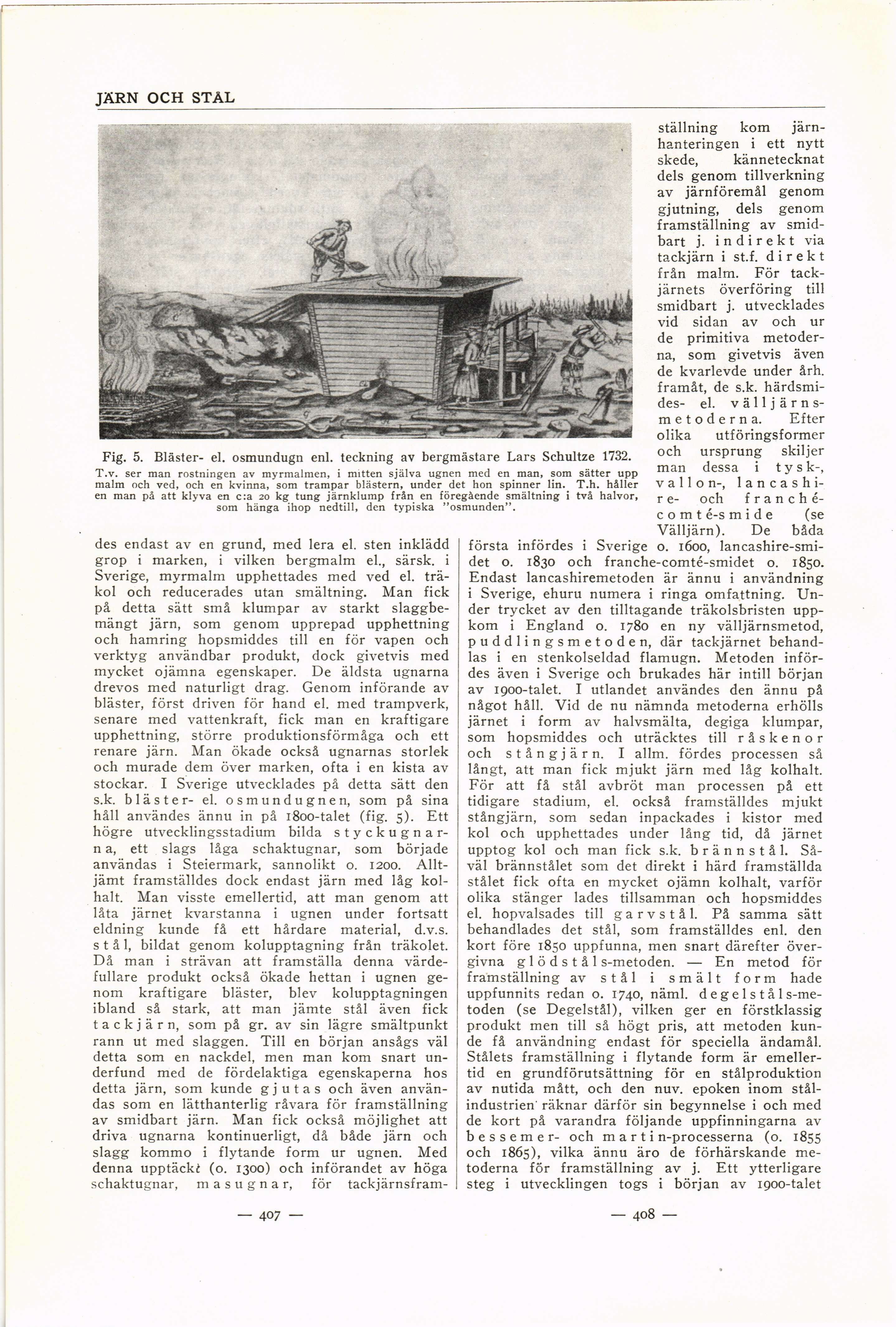
Fig. 5. Bläster- el. osmundugn enl. teckning av bergmästare Lars Schultze 1732.
T.v. ser man röstningen av myrmalmen, i mitten själva ugnen med en man, som sätter upp
malm och ved, och en kvinna, som trampar blästern, under det hon spinner lin. T.h. håller
en man på att klyva en c:a 20 kg tung järnklump från en föregående smältning i två halvor,
som hänga ihop nedtill, den typiska ”osmunden”.
des endast av en grund, med lera el. sten inklädd
grop i marken, i vilken bergmalm el., särsk. i
Sverige, myrmalm upphettades med ved el.
träkol och reducerades utan smältning. Man fick
på detta sätt små klumpar av starkt
slaggbe-mängt järn, som genom upprepad upphettning
och hamring hopsmiddes till en för vapen och
verktyg användbar produkt, dock givetvis med
mycket ojämna egenskaper. De äldsta ugnarna
drevos med naturligt drag. Genom införande av
bläster, först driven för hand el. med trampverk,
senare med vattenkraft, fick man en kraftigare
upphettning, större produktionsförmåga och ett
renare järn. Man ökade också ugnarnas storlek
och murade dem över marken, ofta i en kista av
stockar. I Sverige utvecklades på detta sätt den
s.k. bläster- el. osmundugnen, som på sina
håll användes ännu in på 1800-talet (fig. 5). Ett
högre utvecklingsstadium bilda
styckugnar-n a, ett slags låga schaktugnar, som började
användas i Steiermark, sannolikt o. 1200.
Alltjämt framställdes dock endast järn med låg
kol-halt. Man visste emellertid, att man genom att
låta järnet kvarstanna i ugnen under fortsatt
eldning kunde få ett hårdare material, d.v.s.
stål, bildat genom kolupptagning från träkolet.
Då man i strävan att framställa denna
värdefullare produkt också ökade hettan i ugnen
genom kraftigare bläster, blev kolupptagningen
ibland så stark, att man jämte stål även fick
tackjärn, som på gr. av sin lägre smältpunkt
rann ut med slaggen. Till en början ansågs väl
detta som en nackdel, men man kom snart
underfund med de fördelaktiga egenskaperna hos
detta järn, som kunde gjutas och även
användas som en lätthanterlig råvara för framställning
av smidbart järn. Man fick också möjlighet att
driva ugnarna kontinuerligt, då både järn och
slagg kommo i flytande form ur ugnen. Med
denna upptäcki (o. 1300) och införandet av höga
schaktugnar, masugnar, för tackjärnsfram-
ställning kom
järnhanteringen i ett nytt
skede, kännetecknat
dels genom tillverkning
av järnföremål genom
gjutning, dels genom
framställning av
smidbart j. indirekt via
tackjärn i st.f. direkt
från malm. För
tackjärnets överföring till
smidbart j. utvecklades
vid sidan av och ur
de primitiva
metoderna, som givetvis även
de kvarlevde under årh.
framåt, de s.k.
härdsmi-des- el. v ä 11 j ä r n
s-metoderna. Efter
olika utföringsformer
och ursprung skiljer
man dessa i tysk-,
vallon-, 1 a n c a s h
i-r e- och f r a n c h
é-c o m t é-s m i d e (se
Välljärn). De båda
första infördes i Sverige o. 1600,
lancashire-smi-det o. 1830 och franche-comté-smidet o. 1850.
Endast lancashiremetoden är ännu i användning
i Sverige, ehuru numera i ringa omfattning.
Under trycket av den tilltagande träkolsbristen
uppkom i England o. 1780 en ny välljärnsmetod,
puddlingsmetoden, där tackjärnet
behandlas i en stenkolseldad flamugn. Metoden
infördes även i Sverige och brukades här intill början
av 1900-talet. I utlandet användes den ännu på
något håll. Vid de nu nämnda metoderna erhölls
järnet i form av halvsmälta, degiga klumpar,
som hopsmiddes och uträcktes till råskenor
och stångjärn. I allm. fördes processen så
långt, att man fick mjukt järn med låg kolhalt.
För att få stål avbröt man processen på ett
tidigare stadium, el. också framställdes mjukt
stångjärn, som sedan inpackades i kistor med
kol och upphettades under lång tid, då järnet
upptog kol och man fick s.k. brännstål.
Såväl brännstålet som det direkt i härd framställda
stålet fick ofta en mycket ojämn kolhalt, varför
olika stänger lades tillsamman och hopsmiddes
el. hopvalsades till garvstål. På samma sätt
behandlades det stål, som framställdes enl. den
kort före 1850 uppfunna, men snart därefter
övergivna g 1 ö d s t å 1 s-metoden. — En metod för
framställning av stål i smält form hade
uppfunnits redan o. 1740, näml, d e g e 1 s t å 1
s-metoden (se Degelstål), vilken ger en förstklassig
produkt men till så högt pris, att metoden
kunde få användning endast för speciella ändamål.
Stålets framställning i flytande form är
emellertid en grundförutsättning för en stålproduktion
av nutida mått, och den nuv. epoken inom
stålindustrien’ räknar därför sin begynnelse i och med
de kort på varandra följande uppfinningarna av
bessemer- och m a r t i n-processerna (o. 1855
och 1865), vilka ännu äro de förhärskande
metoderna för framställning av j. Ett ytterligare
steg i utvecklingen togs i början av 1900-talet
— 407 —
— 408 —
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}