
Full resolution (TIFF) - On this page / på denna sida - N:o 31. 5 Augusti 1871 - Bläster-behållare för bessemerverk - Kran - Dürre: Om formsand för jerngjuterier
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
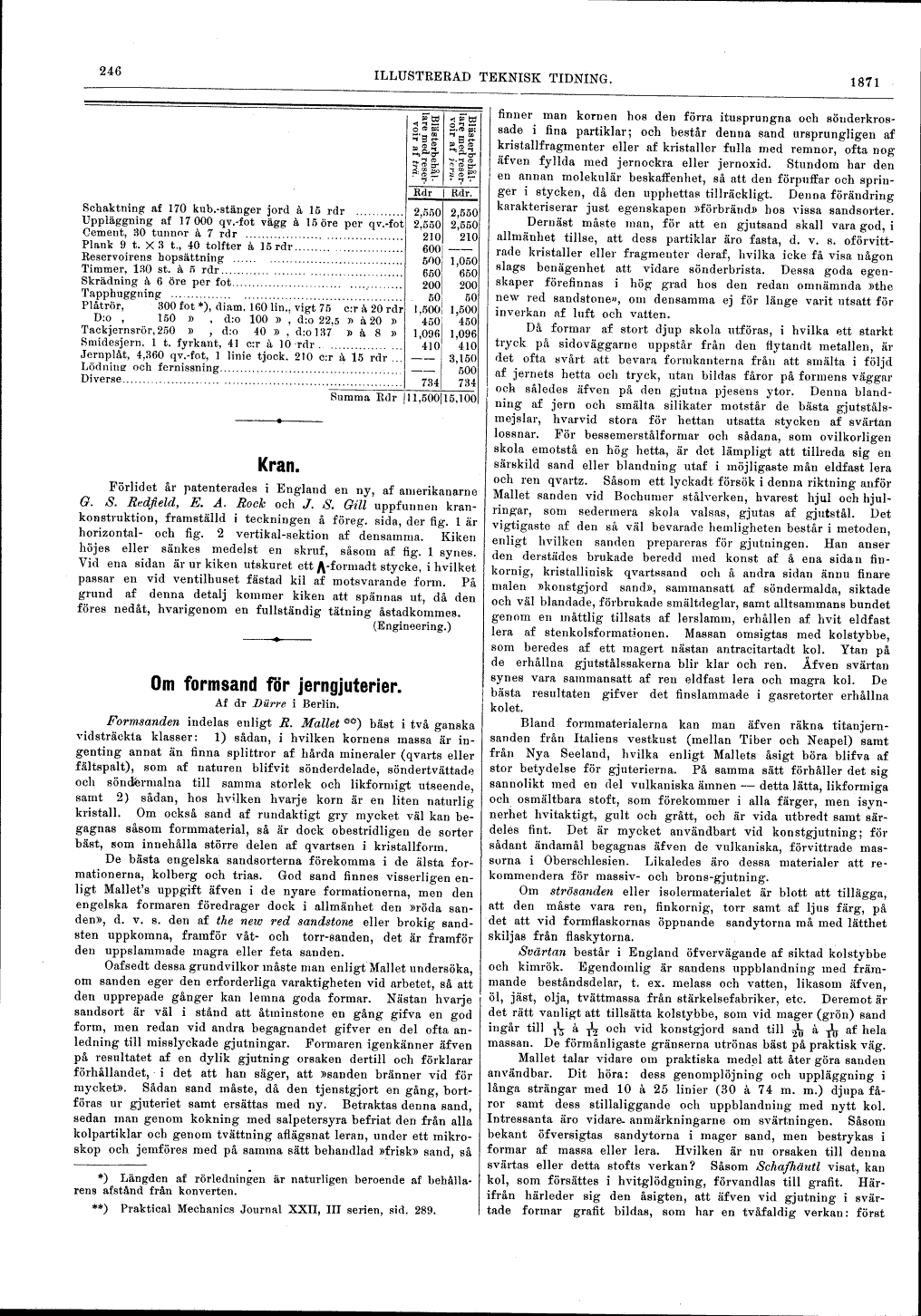
| Blästerbehållare med | Blästerbehållare med | |
| reservoir af trä. | reservoir af jern». | |
| Rdr | Rdr. | |
| Schaktning af 170 kub.-stänger jord à 15 rdr . . . | 2,550 | 2,550 |
| Uppläggning af 17000 qv.-fot vägg å 15 öre per qv.-fot . . . | 2,550 | 2,550 |
| Gement, 30 tunnor à 7 rdr . . . | 210 | 210 |
| Plank 9 t. X 3 t., 40 tolfter à 15 rdr . . . | 600 | – |
| Reservoirens hopsättning . . . | 500 | 1,050 |
| Timmer, 130 st. à 5 rdr . . . | 650 | 650 |
| Skrädning à 6 öre per fot . . . | 200 | 200 |
| Tapphuggning . . . | 50 | 50 |
| Plåtrör, 300 fot[1], diam. 160 lin., vigt 75 c:r à 20 rdr | 1.500 | 1,500 |
| D:o 150 fot, d:o 100 lin., d:o 22.5 c:r à 20 rdr | 450 | 450 |
| Tackjernsrör, 250 fot, d:o 40 lin.. d:o 137 c:r à 8 rdr | 1,096 | 1,096 |
| Smidesjern, 1 t. fyrkant, 41 c:r à 10 rdr . . . | 410 | 410 |
| Jernplåt, 4,360 qv.-fot, 1 linie tjock. 210 c:r à 15 rdr . . . | – | 3,150 |
| Lödning: och fernissning . . . | – | 500 |
| Diverse . . . | 734 | 734 |
| –––––––––––––––––––––––––––––––––––––––– | ||
| Summa Rdr | 11,500 | 15,100 |
<< prev. page << föreg. sida << >> nästa sida >> next page >>