
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
18 febr. 1928
MEKANIK
21
Tab. 2. Specifik energiförbrukning i wattsek-jcm3 för de
olika fabrikaten av gängtappar.
Fabrikat A.
0,10 c 0,35 C 0,50 C
1/2" 7300 6920 8300
3/4" 9250 6990 9350
1" 7420 4400 6420
174" 5130 3700 4950
Fabrikat B.
0,10 C 0,35 C 0,50 C
1/2" 6610 3870 5780
3/4" 4140 3580 4950
1" 4200 3540 4160
r/4" 3970 3520 4100
Fabrikat C.
0,10 C 0,35 C 0,50 C
1/2" 5510 3610 5030
3/4" 3410 3230 4800
1" 3350 3460 3680
11/4" 3830 3440 3640
Fabrikat D.
0,10 C 0,35 C 0;50 C
1" 3300 3100 4260
11/4" 2900 3080 3780
något särskilt fel hos denna tapp, varöver dock ej någon
närmare undersökning gjordes. Troligen berodde det på
att skärvinkeln på denna tapp var något mindre än på
de övriga, således negativ.
Av kurvorna över specifika energiförbrukningen
framgår, att denna är i sjunkande för ökad diameter, vilket
ju är det riktiga, ty specifika skärkraften avtager med
ökad spånarea.
Beträffande den skurna gängans godhet, så kommer
denna i omvänd ordning i förhållande till
energiförbrukningen, dvs. A skär den minst goda gängan samt C och
U den bästa.
A visar sig synnerligen underlägsen i det mjuka
materialet 0,10 C; där rives gängan delvis sönder beroende
på att så gott som ingen skärvinkel finnes, som tillåter
materialet att flyta undan.
se*/
/cn
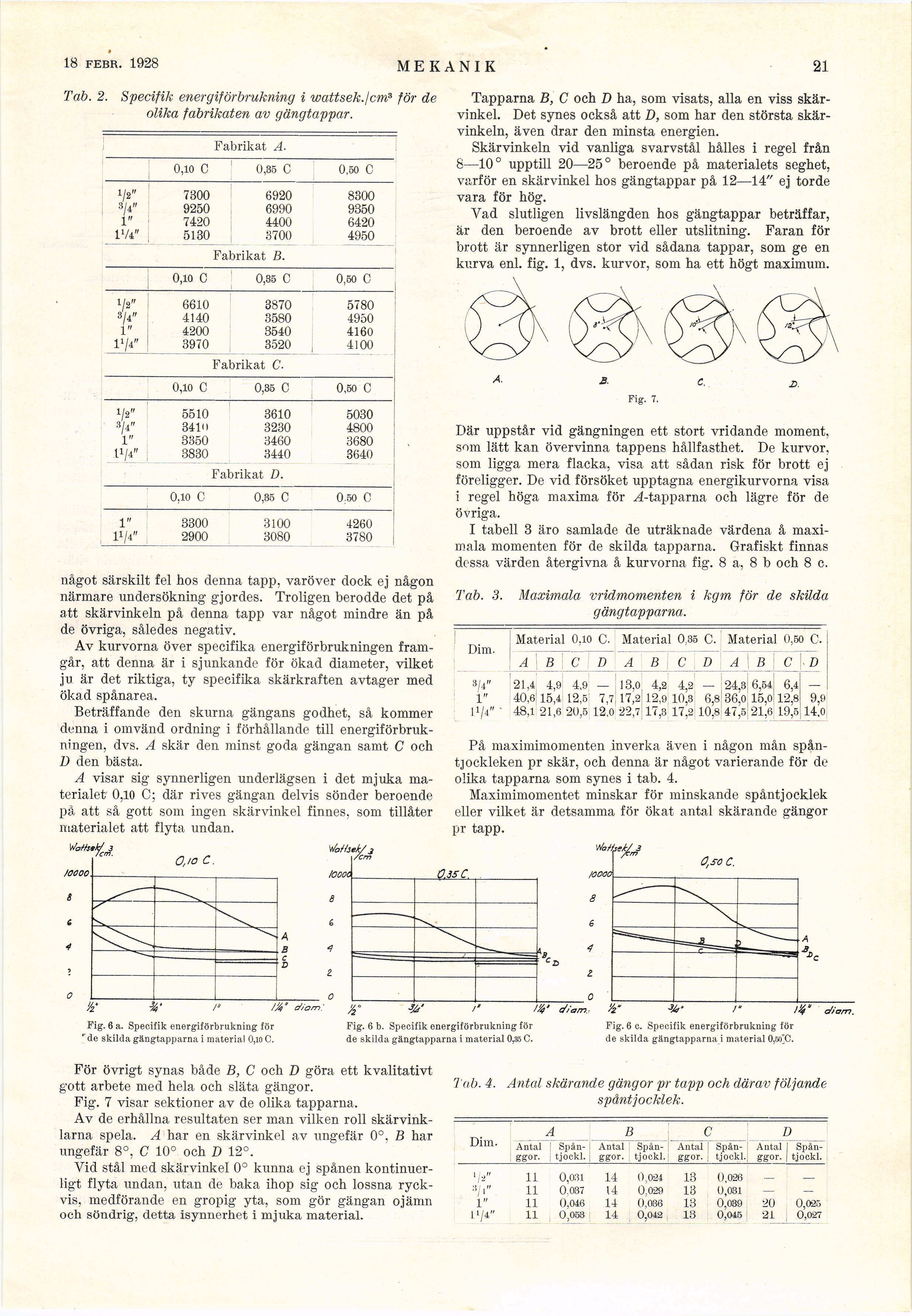
Tapparna B, C och D ha, som visats, alla en viss
skär-vinkel. Det synes också att D, som har den största
skärvinkeln, även drar den minsta energien.
Skärvinkeln vid vanliga svarvstål hålles i regel från
8—10° upptill 20—25° beroende på materialets seghet,
varför en skärvinkel hos gängtappar på 12—14" ej torde
vara för hög.
Vad slutligen livslängden hos gängtappar beträffar,
är den beroende av brott eller utslitning. Faran för
brott är synnerligen stor vid sådana tappar, som ge en
kurva enl. fig. 1, dvs. kurvor, som ha ett högt maximum.
Fig. 7.
Där uppstår vid gängningen ett stort vridande moment,
som lätt kan övervinna tappens hållfasthet. De kurvor,
som ligga mera flacka, visa att sådan risk för brott ej
föreligger. De vid försöket upptagna energikurvorna visa
i regel höga maxima för ^4-tapparna och lägre för de
övriga.
I tabell 3 äro samlade de uträknade värdena å
maximala momenten för de skilda tapparna. Grafiskt finnas
dessa värden återgivna å kurvorna fig. 8 a, 8 b och 8 c.
Tab. 3. Maximala vridmomenten i kgm för de skilda
gängtapparna.
Material 0,io C. Material 0,35 C. Material 0,50 C.
Dim. ––-i-i–-1-j-1–-;–j-i–-j—
’ A \ B \ C i D A B j C D A | B | C D
3/4" 21,4 4,9 4,9 — 13.0 4,2 4,2 — 24,316,54! 6,4 —
1" 40,615,4 12,5’ 7,717,2 12,9 10,3 6,8! 36,0 15,o’ 12,8 9,9
11/4" ’ 48,1 21,6 20.5 12.0 -22,7 17,3 17.2 10.8 47,5 21,6 19,5:14,0
waH!ty 3
7cm.
På maximimomenten inverka även i någon mån
spån-tjockleken pr skär, och denna är något varierande för de
olika tapparna som synes i tab. 4.
Maximimomentet minskar för minskande spåntjocklek
eller vilket är detsamma för ökat antal skärande gängor
pr tapp.
vlaHføj
/oooo
Fig. 6 a. Specifik energiförbrukning för
’de skilda gängtapparna i material 0,io C.
Fig. 6 b. Specifik energiförbrukning för
de skilda gängtapparna i material 0,35 C.
’/i’
Fig. 6 c. Specifik energiförbrukning för
de skilda gängtapparna i material 0,go°C.
cJ/am.
För övrigt synas både B, C och D göra ett kvalitativt
gott arbete med hela och släta gängor.
Fig. 7 visar sektioner av de olika tapparna.
Av de erhållna resultaten ser man vilken roll
skärvinklarna spela. A har en skärvinkel av ungefär 0°. B har
ungefär 8°, C 10° och D 12°.
Vid stål med skärvinkel 0° kunna ej spånen
kontinuerligt flyta undan, utan de baka ihop sig och lossna
ryckvis, medförande en gropig yta, som gör gängan ojämn
och söndrig, detta isynnerhet i mjuka material.
Tab. 4. Antal skärande gängor pr tapp och därav följande
spåntjocklek.
Dim. A B C D
Antal ggor. [-Spån-tjockl.-] {+Spån- tjockl.+} Antal ggor. [-Spån-tjockl.-] {+Spån- tjockl.+} Antal 1 ggor. [-Spån-tjockl.|-] {+Spån- tjockl.|+} Antal i
Spån-ggor. 1 tjockl.
i 11 0,031 14 0,024 13 0,026 _ _
•’VY’ 11 0.037 14 0.029 13 0,031 — —
1" 11 0,046 14 0,036 13 0,039 20 0,025
l1 /4" 11 0,058 14 0,042 13 0,045 21 0,027
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}