
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
88
TEKNISK TIDSKRIFT
18 febR. 1928
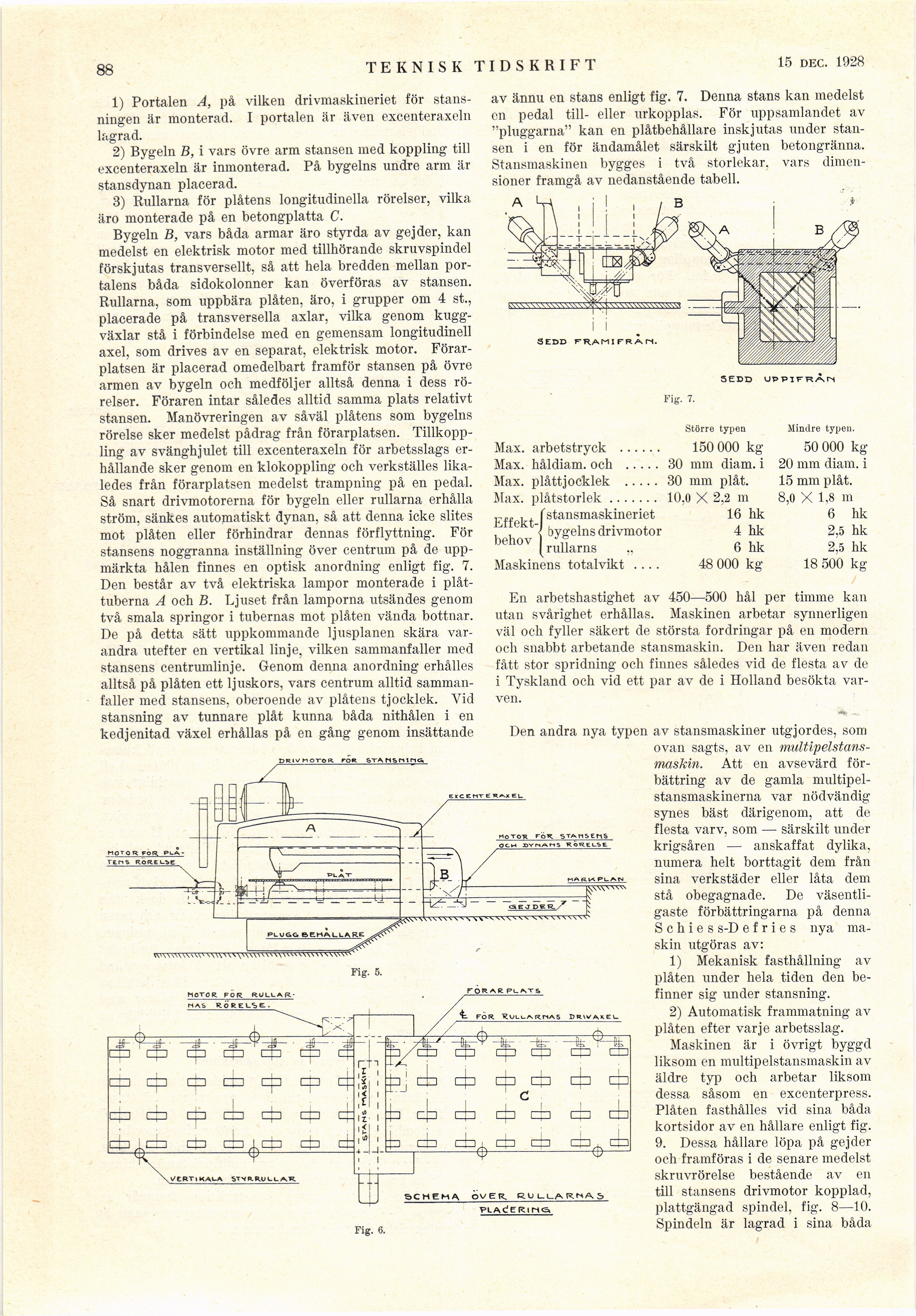
1) Portalen A, på vilken drivmaskineriet för
stansningen är monterad. I portalen är även excenteraxeln
lagrad.
2) Bygeln B, i vars övre arm stansen med koppling till
excenteraxeln är inmonterad. På bygelns undre arm är
stansdynan placerad.
3) Rullarna för plåtens longitudinella rörelser, vilka
äro monterade på en betongplatta C.
Bygeln B, vars båda armar äro styrda av gej der, kan
medelst en elektrisk motor med tillhörande skruvspindel
förskjutas transversella så att hela bredden mellan
portalens båda sidokolonner kan överföras av stansen.
Rullarna, som uppbära plåten, äro, i grupper om 4 st.,
placerade på transversella axlar, vilka genom
kuggväxlar stå i förbindelse med en gemensam longitudinell
axel, som drives av en separat, elektrisk motor.
Förarplatsen är placerad omedelbart framför stansen på övre
armen av bygeln och medföljer alltså denna i dess
rörelser. Föraren intar således alltid samma plats relativt
stansen. Manövreringen av såväl plåtens som bygelns
rörelse sker medelst pådrag från förarplatsen.
Tillkoppling av svänghjulet till excenteraxeln för arbetsslags
erhållande sker genom en klokoppling och verkställes
likaledes från förarplatsen medelst trampning på en pedal.
Så snart drivmotorerna för bygeln eller rullarna erhålla
ström, sänkes automatiskt dynan, så att denna icke slites
mot plåten eller förhindrar dennas förflyttning. För
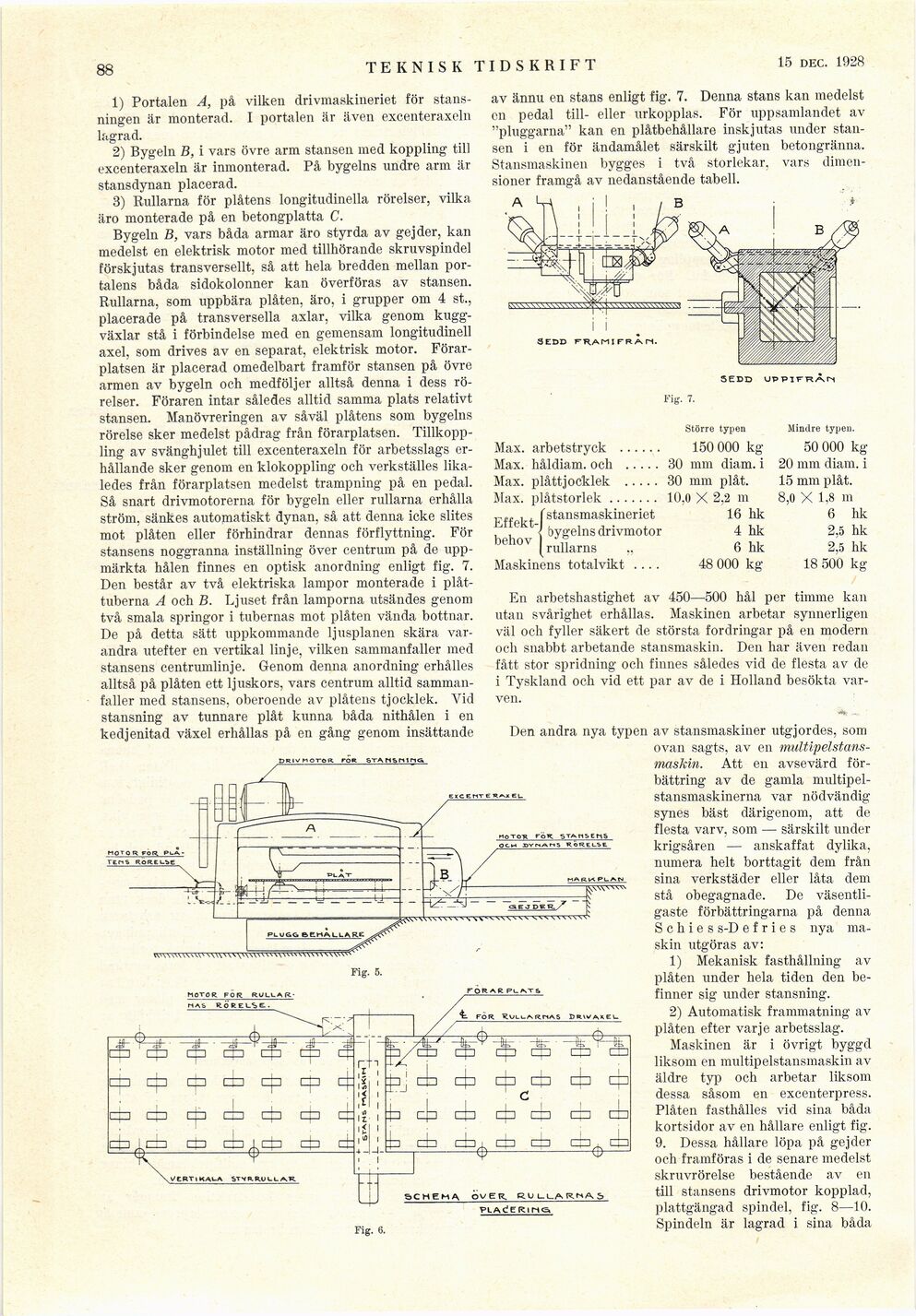
stansens noggranna inställning över centrum på de
uppmärkta hålen finnes en optisk anordning enligt fig. 7.
Den består av två elektriska lampor monterade i
plåttuberna A och B. Ljuset från lamporna utsändes genom
två smala springor i tubernas mot plåten vända bottnar.
De på detta sätt uppkommande ljusplanen skära
varandra utefter en vertikal linje, vilken sammanfaller med
stansens centrumlinje. Genom denna anordning erhålles
alltså på plåten ett ljuskors, vars centrum alltid
sammanfaller med stansens, oberoende av plåtens tjocklek. Vid
stansning av tunnare plåt kunna båda nithålen i en
kedjenitad växel erhållas på en gång genom insättande
av ännu en stans enligt fig. 7. Denna stans kan medelst
en pedal till- eller urkopplas. För uppsamlandet av
"pluggarna" kan en plåtbehållare inskjutas under
stansen i en för ändamålet särskilt gjuten betongränna.
Stansmaskinen bygges i två storlekar, vars
dimensioner framgå av nedanstående tabell.
I I
FRAMIFRÅH.
SEDD UPPIFR/sr-l
Fig. 7.
Större typen Mindre typen.
Max. arbetstryck ...... 150 000 kg 50 000 kg
Max. håldiam. och ..... 30 mm diam. i 20 mm diam. i
Max. plåttjocklek ..... 30 mm plåt. 15 mm plåt.
Max. plåtstorlek....... 10,0 X 2,2 m 8,0 X 1,8 m
Fffekt fstansmaskineriet 16 hk 6 hk
behov 1 bygelns drivmotor 4 hk 2,5 hk
e v (rullarns „ 6 hk 2,5 hk
Maskinens totalvikt ____ 48 000 kg 18 500 kg
En arbetshastighet av 450—500 hål per timme kan
utan svårighet erhållas. Maskinen arbetar synnerligen
väl och fyller säkert de största fordringar på en modern
och snabbt arbetande stansmaskin. Den har även redan
fått stor spridning och finnes således vid de flesta av de
i Tyskland och vid ett par av de i Holland besökta
varven.
... ■
Den andra nya typen av stansmaskiner utgjordes, som
ovan sagts, av en
multipelstans-maskin. Att en avsevärd
förbättring av de gamla
multipel-stansmaskinerna var nödvändig
synes bäst därigenom, att de
flesta varv, som — särskilt under
krigsåren — anskaffat dylika,
numera helt borttagit dem från
sina verkstäder eller låta dem
stå obegagnade. De
väsentligaste förbättringarna på denna
S c h i e s s-D e f r i e s nya
maskin utgöras av:
1) Mekanisk fasthållning av
plåten under hela tiden den
befinner sig under stansning.
2) Automatisk frammatning av
plåten efter varje arbetsslag.
Maskinen är i övrigt byggd
liksom en multipelstansmaskin av
äldre typ och arbetar liksom
dessa såsom en excenterpress.
Plåten fasthålles vid sina båda
kortsidor av en hållare enligt fig.
9. Dessa hållare löpa på gejder
och framföras i de senare medelst
skruvrörelse bestående av en
till stansens drivmotor kopplad,
plattgängad spindel, fig. 8—10.
Spindeln är lagrad i sina båda
"»O-rOR. FOR STAHShina
c Eir^r e
MQTQ-R ron STAnsens
QLH PYHAfii KÖRELSE
Fig. 5.
Fig. 6.
FÖRARPLATS
TUdERina
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}