
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
22
TEKNISK TIDSKRIFT
13 april 1929
fråga om mycket stora gasmängder. Som ett
exempel kan nämnas att kostnaden för en gastransport av
200 millioner m3 pr år en vägsträcka av 500 km
beräknas till endast 1,65 Pf pr m3. Projektet har
emellertid även mött motstånd. Särskilt hava
gasverkens talesmän kraftigt sökt framhålla risker och
olägenheter för dem av förslagets genomförande. Man
har bl. a. pekat på monopoltendenser särskilt i
avseende å den framtida koksmarknaden. Som en för
kommunerna förmånligare utveckling har man från
detta håll angivit samgående mellan gasverken inom
mera begränsade rayonger för ernående av den
stordrift, som är förutsättningen för
tillverkningskostnadernas nedbringande. Som tredje part har på senare
tiden även tillkommit den framåtgående
brunkolsindustrien, som även anser sig ha möjligheter att från
cle nyuppväxande stora brunkolsförädlande verken
leverera en konkurrenskraftig fjärrgas.
Striden pågår som bäst. Staden Hannover har
bl. a. kontrakterat om gasleverans från Ruhr. Priset
uppgives till c:a 3 Pf pr m3 vid ett värmevärde av c:a
4 200 kcal pr m3. Å andra sidan har staden
Frankfurt inköpt egna kolgruvor och därmed markerat ett
självständigt framgående.
I slutet av år 1929 beräknar
Ruhrgasaktiengesell-schaft redan hava ett fjärrgasnät om 950 km rörlängd
samt inom ett område med 10 millioner människor
leverera en gasmängd om 2 milliarder m3.
Man får dock antagligen räkna med åtskilliga
modifikationer och förändringar av det ursprungliga
fjärr-gasprojektet. Emellertid är det oförtydbart, att
detsamma i varje fall givit impulsen till nya uppslag och
förbättringar även inom motsidans dispositioner. Man
kan därför säkerligen förvänta, att den slutliga
lösningen av fjärrgasproblemet i Tyskland, som kan
komma att kristallisera fram ur de nu pågående
brytningarna, kommer att i varje fall medföra ett
betydande framsteg i avseende å
gasförsörjningsproblemet i samband med kolens förädling.
De tyska fjärrgasplanerna ha icke förblivit
obeaktade i England. Den engelska koksverksindustrien
måste anses betydligt efterbliven i jämförelse med den
tyska. En rationalisering av denna industrigren har
därför blivit ett engelskt önskemål av första
ordningen. En regeringskommission har även bebådats
—• och är då detta skrives antagligen redan tillsatt
— som skall undersöka möjligheterna för
genomförande av en effektiv gashushållning i förening med
fjärrgasdistribution inom i första hand områdena
mellan Humber och Liverpool samt mellan Leeds och
Birmingham.
Syntetiska metoder.
Hit höra Bergius’ och I. G. Farbenindustries samt
Fischers metoder. Först helt kort några ord till
belysande av processernas teori. I normala stenkol
ingår kol och väte i ett molekularförhållande C : H som
16 :1. I oljor är förhållandetalet C : H som 8 :1.
Oljorna innehålla alltså ungefär dubbelt så mycket
väte som kolen. För att förvandla kol till oljor måste
alltså väte tillföras. Vidare äro som bekant tjära och
oljor icke färdigbildade i stenkolen utan bildas först
vid de mycket komplicerade stenkolsmolekylernas
sönderbrytande. Vid vanlig koksning börjar denna
sönderdelning vid en temperatur av 350—400° C, i
det att gasformiga och flytande produkter avskiljas
och en kolrikare återstod uppstår. Kolets tunga
komplicerade organiska molekyler avskilja vatten,
kolsyra, mättade kolväten av metanserien och även
omättade kolväten, som sträva till polymerisering och
bilda fasta produkter. Slutresultatet vid koksning
blir ett, fullständigt nedbrytande av den organiska
substansen i kolet under bildande av gas och koks.
Om emellertid väte är närvarande, så binder sig väte
vid de avspjälkade brottställena under bildande av
nya molekyler, varvid vätet på samma gång hindrar
polymerisering och förening av omättade krackade
produkter till högmolekulära fasta produkter.
Hydreringen börjar vid relativt låg temperatur. Vid 300—
350° äro produkterna ännu fasta. Flytande
produkter bildas vid ungefär 450°. I korthet kan således
hydreringen sägas innebära en krackning av
kolmolekylerna under samtidig väteupptagning.
Bergiusprocessen
utföres vid en temperatur av 450—480° och ett tryck
av 150—200 atm. Den för varje särskilt kol
optimala temperaturen är emellertid begränsad inom ett
mycket trångt temperaturområde, enligt uppgift
endast ett fåtal grader. Bergius använder förutom
vätgas en tillsats av järnoxid uppgående till ungefär
5 % av kolvikten i avsikt närmast att därmed
upptaga svavelföreningarna. Vätgasförbrukningen
varierar vid olika kol, men uppgår till i storhetsordningen
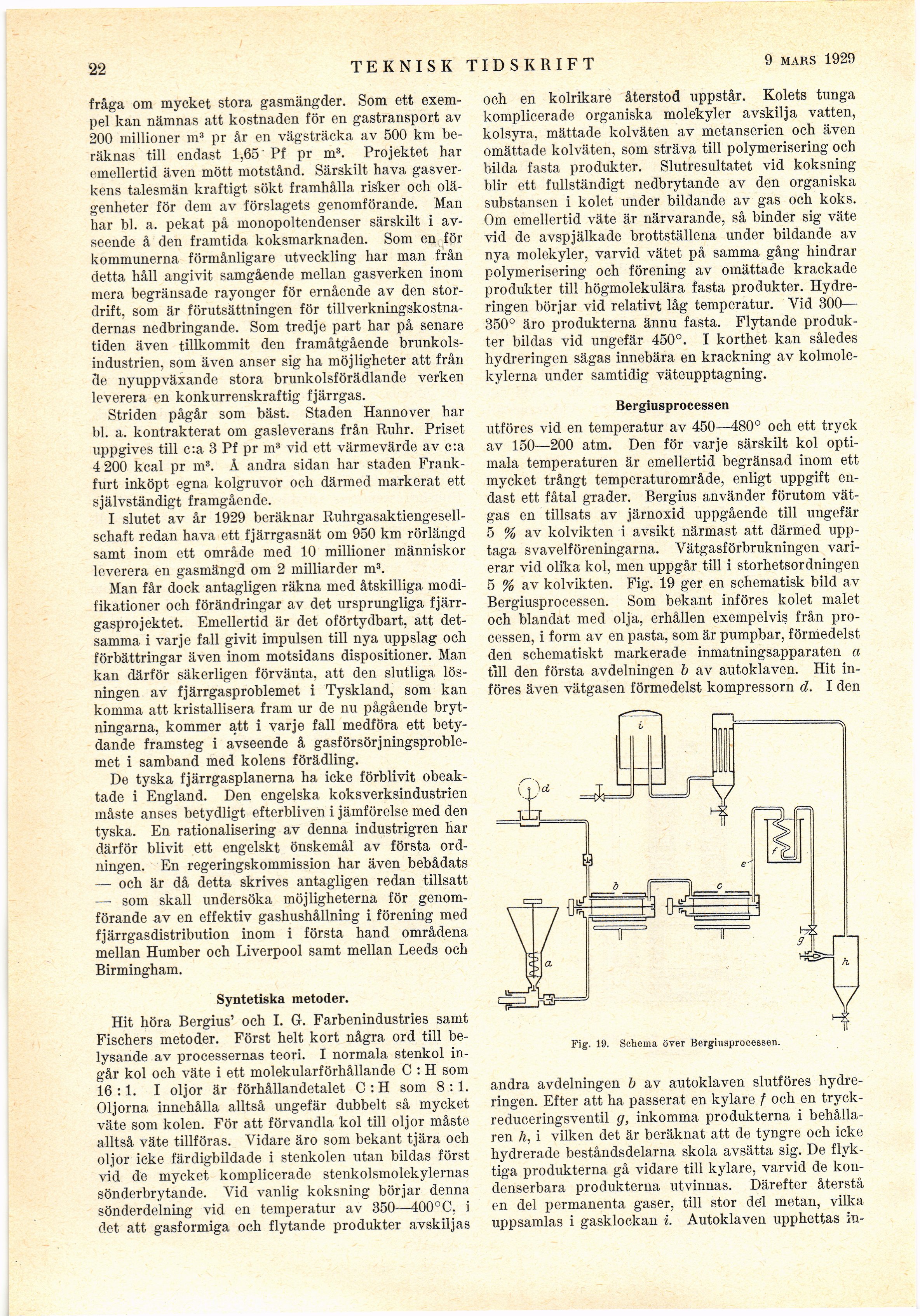
5 % av kolvikten. Fig. 19 ger en schematisk bild av
Bergiusprocessen. Som bekant införes kolet malet
och blandat med olja, erhållen exempelvis från
processen, i form av en pasta, som är pumpbar, förmedelst
den schematiskt markerade inmatningsapparaten a
till den första avdelningen b av autoklaven. Hit
införes även vätgasen förmedelst kompressorn d. I den
Fig. 19. Schema över Bergiusprocessen.
andra avdelningen b av autoklaven slutföres
hydreringen. Efter att ha passerat en kylare † och en
tryck-reduceringsventil g, inkomma produkterna i
behållaren A, i vilken det är beräknat att de tyngre och icke
hydrerade beståndsdelarna skola avsätta sig. De
flyktiga produkterna gå vidare till kylare, varvid de
kon-denserbara produkterna utvinnas. Därefter återstå
en del permanenta gaser, till stor del metan, vilka
uppsamlas i gasklockan i. Autoklaven upphettas in-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}