
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
1’22
TEKNISK TIDSKRIFT
8 febr. 1930
Tab. 5. Uppgifter, som ånge hur en viss temperatur
skall erhållas å stålet före tappningen vid en 250 kg
högfrekvensugn.
Degel utan lock Fullt täckt degel
Temperaturstegring hos
stålet då strömmen är fullt tillslagen................................ 40°C/min. 16,5°C/min. 51 kW 52°C/min. 6°/Cmin. 17,5 kW
Temperaturfall hos stålet då strömmen är frånslagen.... Nödvändig energitillförsel för att badets temperatur skall bli konstant...............
Den erhållna produkten lär enligt uppgift vara av
utmärkt kvalitet, och man får väl anta, att ett
gammalt konservativt Sheffieldskt degelstålverk ej skulle
fortsätta med tillverkningen eller funderade på att
lägga om hela sin inarbetade tillverkning efter dessa
linjer, om resultaten ej tillfredsställde.
Den användning denna degelprocess kan få för oss
bör ej underskattas. Våra goda råmaterial i form
av tackjärn, råskenor m. m. ha ju gjort det möjligt
för oss att för framställning av det högsta
kvalitetsstålet — legerat och olegerat — ända tills nu i viss
utsträckning använda den gamla
degelsmältningsme-toden med importerade kol, dyrbara deglar och
manuellt arbete i mycket hög utsträckning. Vid den
nya metoden ersättes kolet av elektrisk ström,
det manuella arbetet blir mindre omfattande än vid
vanlig martimignsdrift ’ och degelkostnaden blir
mindre än vad en vanlig martinugnshärd kostar i
underhåll. Det har förr legat ett visst berättigande
i att våra råmaterial för degelstålets tillverkning
gått utomlands, där billiga kol och kanske billigare
deglar stått till buds för förädlingen, men det synes
som om den nya här behandlade metoden skulle i viss
mån ändra på detta förhållande.
Det förefaller mig också, som om järnsvampen just
här skulle komma att spela en stor roll.
Allt beror ju på den kvalitet, som kan komma att
erhållas. Järnsvampen är ej förut smält, och
metallen bringas i degeln ej upp i temperatur högre än
vad som erfordras för tappning direkt från ugn i
kokill.
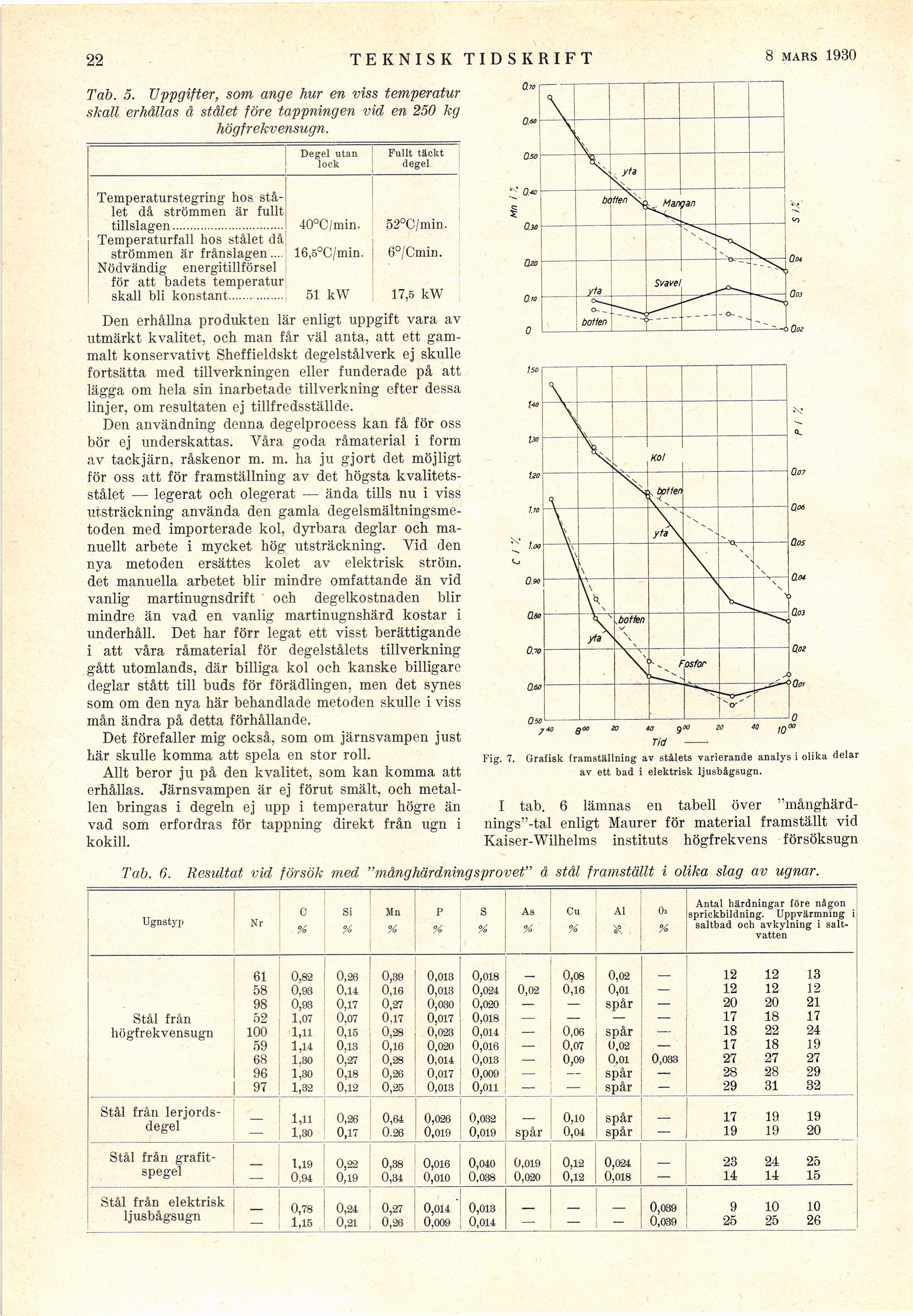
SO 40 20
Tid -—•
Fig. 7. Grafisk framställning av stålets varierande analys i olika delar
av ett bad i elektrisk ljusbågsugn.
I tab. 6 lämnas en tabell över
"månghärd-nings"-tal enligt Maurer för material framställt vid
Kaiser-Wilhelms instituts högfrekvens försöksugn
Tab. 6. Resultat vid försök med "mång härdning sprov et" å stål framställt i olika slag av ugnar.
Ugnstyp Nr c % Si % Mn % P % S % As % Cu % Al OJ % Antal härdningar före någon sprickbildning. Uppvärmning i saltbad och avkylning i
saltvatten
Stål från högfrekvensugn 61 0,82 0,26 0,39 0,013 0,018 0,08 0,02 12 12 13
58 0,93 0,14 0,16 0,013 0,024 0,02 0,16 0,01 — 12 12 12
98 0,93 0,17 0,27 0,030 0,020 — — spår — 20 20 21
52 1,07 0,07 0.17 0,017 0,018 — — — — 17 18 17
100 1,11 0,15 0,28 0,023 0,014 — 0,06 spår — 18 22 24
59 1,14 0,13 0,16 0,020 0,016 — 0,07 0,02 — 17 18 19
68 1,30 0,27 0,28 0,014 0,013 — 0,09 0,oi 0,033 27 27 27
96 1,30 0,18 0,26 0,017 0,009 _ __ spår _ 28 28 29
97 1,32 0,12 0,25 0,013 0,011 — — spår — 29 31 32
Stål från
lerjords-degel 1,11 0,26 0,64 0,026 0,032 0,10 spår 17 19 19
— 1,30 0,17 0.26 0,019 0,019 spår 0,04 spår — 19 19 20
Stål från
grafit-spegel 1,19 0,22 0,38 0,016 0,040 0,019 0,12 0,024 23 24 25
— 0,94 0,19 0,34 0,010 0,038 0,020 0,12 0,018 — 14 14 15
Stål från elektrisk ljusbågsugn 0,78 0,24 0,27 0,014 0,013 0,039 9 10 10
— 1,15 0,21 0,26 0,009 0,014 — — - 0,039 25 25 26
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}