
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
19 apIiil 1930
SKEPPSBYGGNADSKONST
59
kätting* erforderliga länkarna gjutits separat,
inläggas länkarna två och två i vertikalt läge i fyrdelade
sandformar, varefter förbindelselänkarna gjutas.
Formens undre och övre halva äro delade vertikalt,
varigenom inläggning av de färdiga länkarna blir
mycket enkel. De olika delarna av formen uppformas
mot brett.
Gjutstålet framställes enligt den s. k.
lillbessemer-metoden. Enligt uppgift legeras stålet med mangan.
De nygjutna länkarna få långsamt svalna i
gjutsanden, varefter de rensas, stålborstas och besiktigas.
Länkar med minsta ansats till porositet eller t. o. m.
endast skrovlighet på ytan kasseras. Elektrisk
svetsning eller gassvetsning av porer är icke tillåten.
Varje kättinglängd tillverkas med det antal
överskottslänkar, som erfordras för brottbelastningsprov
m. m. Sedan provlänkarna uttagits, sammangjutes
kättingen, och provlänkarna svetsas vid ena ändan för
att tillsammans med kättingen undergå
värmebehandling.
Glödgning verkställes i en ca 8 m lång gasugn.
Kättingen införes i ugnen på tralla.
Glödgningstemperaturen avläses vid ugnen å två elektriska
pyrometrar, vilka medelst distansöverföring inregistrera
temperaturen å instrument i driftingenjörens kontor.
Dessa temperaturkurvor bifogas de tillverknings- och
provningsprotokoll, som uppsättas för resp. kättingar.
Glödgningstemperaturen utgör 900 grader. En 48 mm
kätting glödgas i ca 6 timmar. Efter glödgningen
avkyles kättingen i oljebad under två timmar. Därefter
återinföres den i ugnen och anlöpes under 5 timmar
vid en temperatur av 600 grader, varefter den ånyo
avkyles i oljebad under två timmar. Den sålunda
seghärdade kättingen putsas genom behandling i
putstrumma dels med sågspån för borttagande av olja,
dels med stålskrot.
Provning och undersökning av kätting.
De ledande klassificeringssällskapen, såsom Lloyd’s
Register, Bureau Veritas, Germanischer Lloyd och
Det Norske Veritas, hava uppställt fordringar å
stål-gjuten kätting, som äro avsevärt högre än
fordringarna på smidd eller valsad kätting. Vid
brottbelastningsprov och provbelastning fordras 40 % högre
belastning.
översikt av diverse prov med Jaeg er kätting.
Nedanstående prov äro utförda bl. a. vid Statens
materialprovningsanstalt. Berlin-Dalhem och
Kaiser-Wilhelm-Institut für Eisenforschung i Düsseldorf.
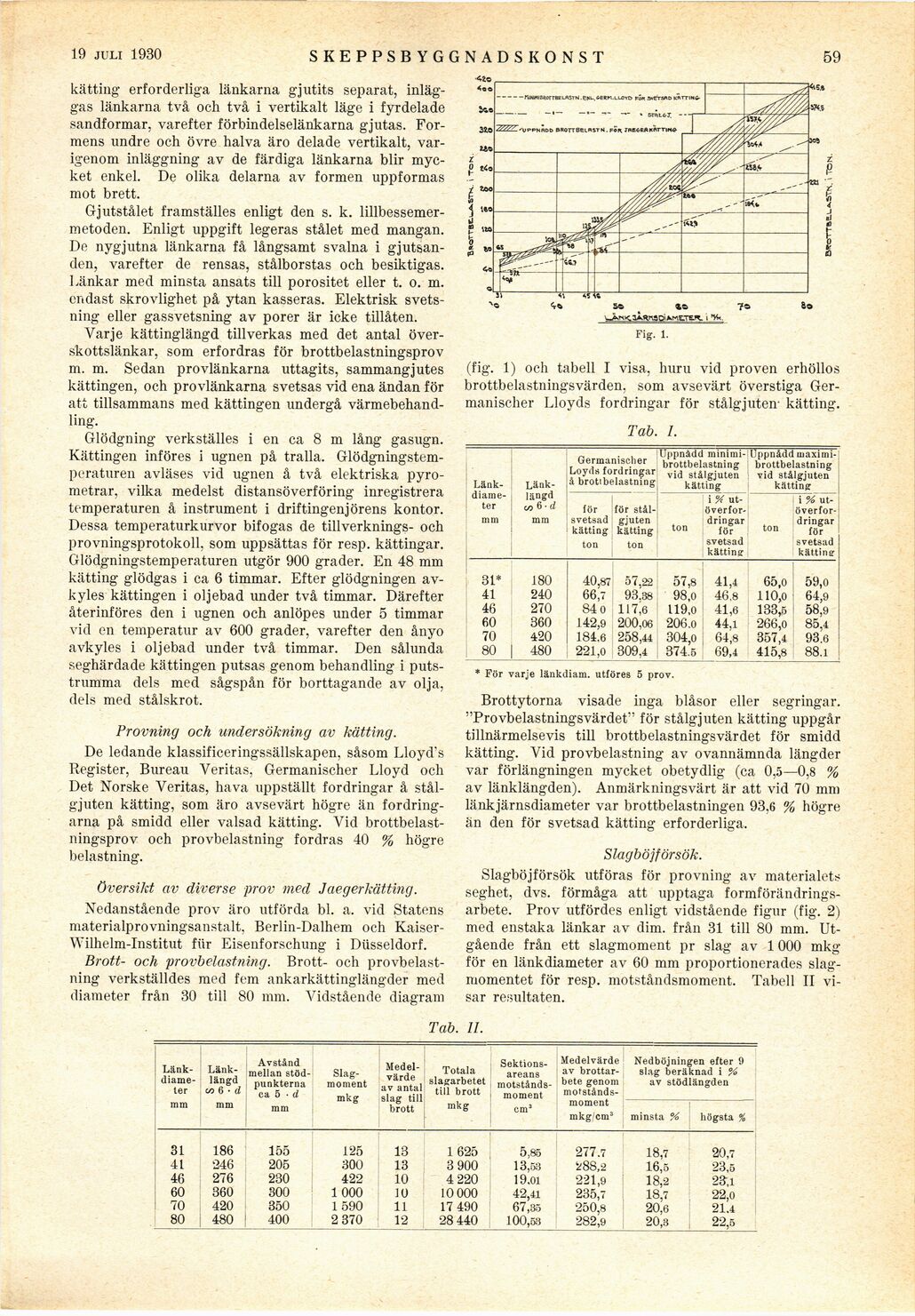
Brott- och provbelastning. Brott- och
provbelastning verkställdes med fem ankarkättinglängder med
diameter från 30 till 80 mm. Vidstående diagram
so 7®
Fig. 1.
(fig. 1) och tabell i visa, huru vid proven erhöllos
brottbelastningsvärden, som avsevärt överstiga
Germanischer Lloyds fordringar för stålgjutem kätting.
Tab. I.
[-Länk-diameter-]
{+Länk-
diame-
ter+}
mm
[-Länklängd-]
{+Länk-
längd+}
co 6 • rf
mm
Germanischer
Loyds fordringar
å brottbelastning
Uppnådd minimi- Uppnådd uiaximi-
brottbelastning
vid stålgjuten
kätting
för
svetsad
kätting
ton
för
stålgjuten
kätting
ton
ton
i °A
ut-överfor-dringar
för
svetsad
kätting
brottbelastning
vid stålgjuten
kätting
V% ut-
[-överfor-dringar-]
{+överfor-
dringar+}
ton för
svetsad
kätting
31* 180 40,87 57,22 57,8 41,4 65,0 59,0
41 240 66,7 93.38 98,0 46.8 110,0 64,9
46 270 84 0 117,6 119,0 41,6 133,5 58,9
60 360 142,9 200,06 206.0 44,i 266,0 85,4
70 420 184.6 258,44 304,0 64,8 357,4 93.6
80 I 480 221,0 309,4 374.5 69,4 415,8 88.1
* För varje länkdiam. utföres 5 prov.
Brottytorna visade inga blåsor eller segringar.
"Provbelastningsvärdet" för stålgjuten kätting uppgår
tillnärmelsevis till brottbelastningsvärdet för smidd
kätting. Vid provbelastning av ovannämnda längder
var förlängningen mycket obetydlig (ca 0,5—0,8 %
av länklängden). Anmärkningsvärt är att vid 70 mm
länkjärnsdiameter var brottbelastningen 93,6 % högre
än den för svetsad kätting erforderliga.
Slagböjförsök.
Slagböjförsök utföras för provning av materialets
seghet, dvs. förmåga att upptaga
formförändringsarbete. Prov utfördes enligt vidstående figur (fig. 2)
med enstaka länkar av dim. från 31 till 80 mm.
Utgående från ett slagmoment pr slag av 1000 mkg
för en länkdiameter av 60 mm proportionerades
slagmomentet för resp. motståndsmoment. Tabell ii
visar resultaten.
Tab. II.
[-Länk-diameter-]
{+Länk- diame- ter+} mm [-Länklängd-] {+Länk- längd+} o) 6 • d mm Avstånd mellan
stödpunkterna ca 5 • rf mm [-Slagmoment-] {+Slag- moment+} mkg [-Medelvärde-] {+Medel- värde+} av antal slag till brott Totala slagarbetet till brott mkg [-Sektionsareans motståndsmoment-] {+Sektions- areans motstånds- moment+} cm3 Medelvärde av
brottarbete genom
motståndsmoment mkg/cm3 Nedböjningen efter 9 slag beräknad i % av stödlängden minsta % högsta %
31 186 155 125 13 1 625 5,85 277.7 18,7 20,7
41 246 205 300 13 3 900 13,58 288,2 16,5 23,5
46 276 230 422 10 4 220 19.01 221,9 18,2 23,1
60 360 300 1 000 10 10 000 42,41 235,7 18,7 22,0
70 420 350 1 590 11 17 490 67,35 250,8 20,6 21.4
80 480 400 2 370 12 28 440 100,53 282,9 20,3 22,5
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}