
Full resolution (TIFF) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
20
TEKNISK TIDSKRIFT
12 MARS 1932
Fig. 7. Järnverk IV, nya götverket.
ugnarna. Vid dessa, som voro halvgaseldade
fram-makningsugnar, fanns en mätare för blästermängden
med tillhörande tabell utvisande den lämpligaste
blästermängden för olika produktion och olika
kvaliteter, och ca 1,5 m från fuxen fanns utsugningsrör
med mätare dels för C02 och dels för CO + H2 i
rökgasen. Dessutom var varje ugn försedd med
pyro-meter för mätning av gastemperaturen i vällrummet.
Härför användes en totalstrålningspyrometer,
placerad mot ändan av ett genom ugnsväggen gående
carborundumrör. Galvanometern var försedd med
registreringsanordning. För avskärning av kallt stål
hade man en synnerligen enkel avskärningsmaskin.
Den bestod av ett vanligt slipskiveställ med en ca
2 mm tjock skiva och en diameter av ca 400 mm,
vilken roterade med stor hastighet. Med denna
maskin kunde man avskära vilket material som helst,
härdat eller ohärdat, ungefär lika fort som med en
varmsåg. Skivorna gingo dock åt tämligen fort.
Nya göt- och grovverket bestod av ett götverk.
duoreversir, med ett stol-par och 850 mm valsar,
försedda med plattspår. Pressregleringen utfördes
medelst elektriskt drivna storskruvar och
manipule-ringen av göten medelst långa med kanthakar
försedda elektriskt drivna, förskjutbara bommar,
placerade på verkets ena sida, fig. 7.
I detta verk valsades kvalitetsstål av alla slag ned
till 120 mm fyrkant och produktionen uppgick i
genomsnitt till 18000 ton pr månad.
Vid behov av klenare ämnen fördes hetan till det
bredvidliggande grovverket, som var utrustat med tre
triostol-par med ca 700 mm valsar. l:a paret var
försett med spetskantspår; 2:a och 3:e paren hade
oval- resp. rundspår för ledarevalsning av grövre
runt till tubämnen.
Vatten förekom ej på några valsar, men i
spets-kantparet besprutades själva hetan för att få bort
glödspånen med vatten av högt tryck. Troligtvis
användes ej denna besprutning för ömtåligare stål.
Även stålborstar användes för detta ändamål. För
att vid ledarevalsning av grövre runda dimensioner
underlätta hetans införande i ledaren fanns vid bortre
ändan av valsgolvet på färdigsidan en hydraulisk
press med koniska sänken, vari fyrkantens ända
spetsades. Grovverket bearbetade alltid varma ämnen
från götverket och saknade ugnar.
Götverkets ugnar voro till antalet tre, alla 3 m
breda, två hade en längd av 20 m och den tredje
25 m räknat från fuxen till dragluckans mitt, Samt-
liga voro frammakningsugnar med halvgaseldning.
För mätning av ugnstemperaturen voro alla ugnarna
utrustade med totalstrålningspyrometrar.
Trådverket var försett med ett förverk och två
sträckor med var sitt drivaggregat. Förverket
bestod av ett trio- och två växelduostol-par med ca
500 mm valsar och drevs av en 600 hkr motor;
mellansträckan hade fem stol-par, växelduo, med ca
300 mm valsar och en motor på l 200 hkr och
färdigsträckan sex stol-par ävenledes växeldrev med 300
mm valsar och en motor på l 000 hkr.
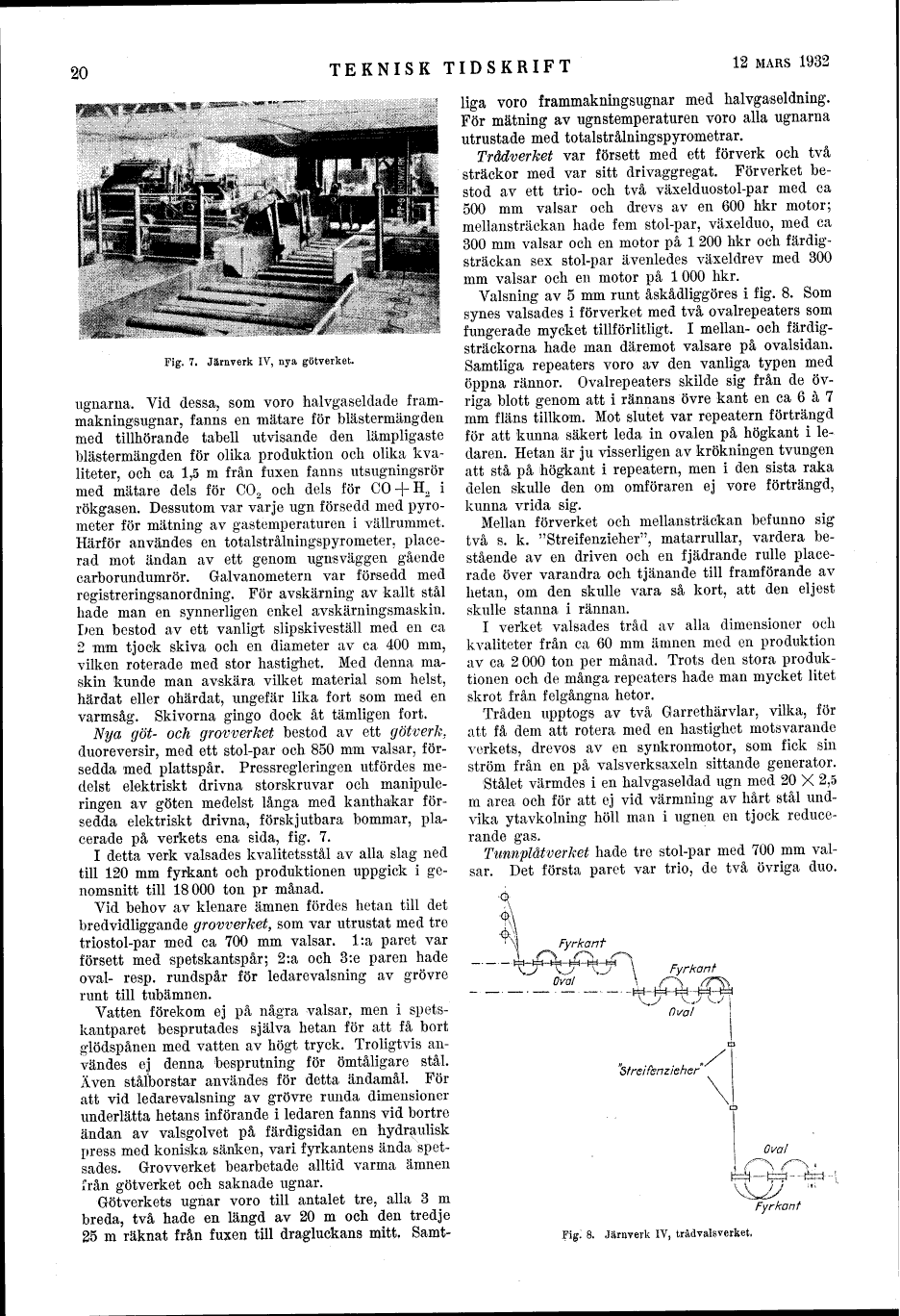
Valsning av 5 mm runt åskådliggöres i fig. 8. Som
synes valsades i förverket med två ovalrepeaters som
fungerade mycket tillförlitligt. I mellan- och
färdigsträckorna hade man däremot valsare på ovalsidan.
Samtliga repeaters voro av den vanliga typen med
öppna rännor. Ovalrepeaters skilde sig från de
övriga blott genom att i rännans övre kant en ca 6 å 7
mm fläns tillkom. Mot slutet var repeatern förträngd
för att kunna säkert leda in ovalen på högkant i
ledaren. Hetan är ju visserligen av krökningen tvungen
att stå på högkant i repeatern, men i den sista raka
delen skulle den om omföraren ej vore förträngd,
kunna vrida sig.
Mellan förverket och mellansträckan befunno sig
två s. k. "Streifenzieher", matarrullar, vardera
bestående av en driven och en fjädrande rulle
placerade över varandra och tjänande till framförande av
hetan, om den skulle vara så kort, att den eljest
skulle stanna i rännan.
I verket valsades tråd av alla dimensioner och
kvaliteter från ca 60 mm ämnen med en produktion
av ca 2 000 ton per månad. Trots den stora
produktionen och de många repeaters hade man mycket litet
skrot från felgångna hetor.
Tråden upptogs av två Garrethärvlar, vilka, för
att få dem att rotera med en hastighet motsvarande
verkets, drevos av en synkronmotor, som fick sin
ström från en på valsverksaxeln sittande generator.
Stålet värmdes i en halvgaseldad ugn med 20 X 2,5
m area och för att ej vid värmning av hårt stål
undvika ytavkolning höll man i ugnen en tjock
reducerande gas.
Tunnplåtverket hade tre stol-par med 700 mm
valsar. Det första paret var trio, de två övriga duo.
Fyr ko n f
Fig. 8. Järnverk IV, trådvalsverket,
<< prev. page << föreg. sida << >> nästa sida >> next page >>