
Full resolution (TIFF) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
19 MARS 1932
MEKANIK
35
Den mot denna abskissa svarande
effekten är den sökta, vid vilken turbinens bästa
verkningsgrad skall ligga, för att minsta
ångförbruk-ning skall ernås.
Vid en förefintlig anläggning, där
turbinkarakte-ristikan och varaktighetsdiagrammet äro kända och
där varaktighetsdiagrammet vid effekt och
energibehovens ökning med tiden kan antagas förbli
likformigt, dvs. samtliga ordinator förstoras i samma
proportion, kan man genom att avsätta emax på
ordinatan genom den ovan nämnda punkten på abskissan
genast säga, huruvida ångförbrukningen är så
fördelaktig, den kan vara med denna turbin, eller om
detta stadium i utvecklingen uppnås framdeles, då
effektbehovet ökats, eller om turbin för denna
anläggnings behov redan sett sina bästa dagar. Dessa
tre fall motsvaras nämligen av tre olika lägen av
emax i förhållande till varaktighetskurvan: på, över
och under varaktighetskurvan. Detta kan anses
såsom en följd av nämnda sats och bevisas lätt med
hjälp av en likadan geometrisk konstruktion som
fig. 2 (se fig. 3).
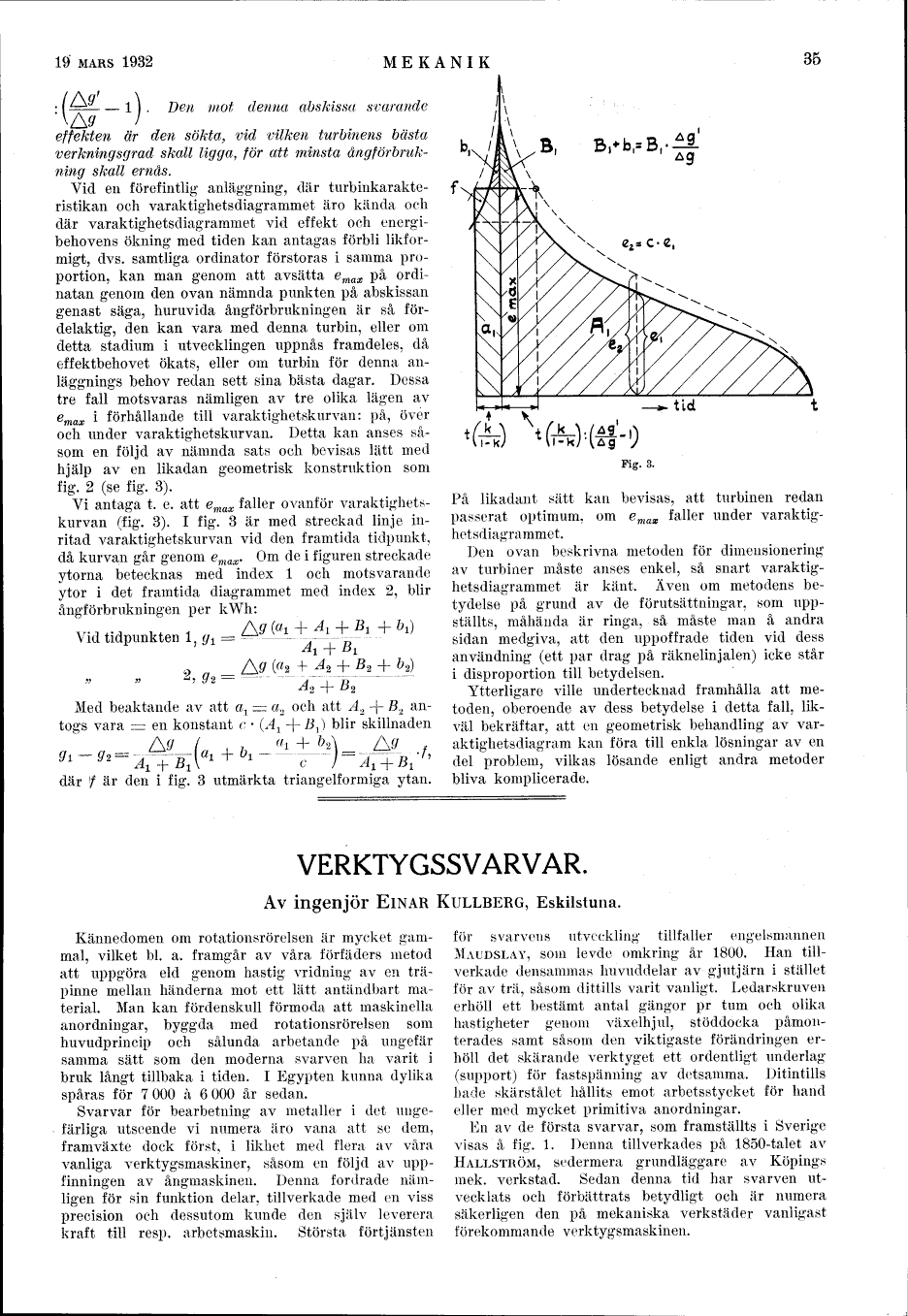
Vi antaga t. e. att emax faller ovanför
varaktighets-kurvan (fig. 3). I fig. 3 är med streckad linje
inritad varaktighetskurvan vid den framtida tidpunkt,
då kurvan går genom emax. Om de i figuren streckade
ytorna betecknas med index l och motsvarande
ytor i det framtida diagrammet med index 2, blir
ångförbrukningen per kWh:
/\q (a-t 4- A-t -i- Bi 4- &i)
Vid tidpunkten l, ^ = 4>^_LL^._._1._1 ^ T l)
’ *’ ^ = " "tf tA±.....’"
Med beaktande av att ax = a., och att A2 -f B2
antogs vara =z en konstant c . (Al + 73J blir skillnaden
där / är den i fig. 3 utmärkta triangelformiga ytan.
Fig. 3.
På likadant sätt kan bevisas, att turbinen redan
passerat optimum, om emax faller under
varaktighetsdiagrammet.
Den ovan beskrivna metoden för dimensionering
av turbiner måste anses enkel, så snart
varaktighetsdiagrammet är känt. Även om metodens
betydelse på grund av de förutsättningar, som
uppställts, måhända är ringa, så måste man å andra
sidan medgiva, att den uppoffrade tiden vid dess
användning (ett par drag på räknelinjalen) icke står
i disproportion till betydelsen.
Ytterligare ville undertecknad framhålla att
metoden, oberoende av dess betydelse i detta fall,
likväl bekräftar, att en geometrisk behandling av
varaktighetsdiagram kan föra till enkla lösningar av en
del problem, vilkas lösande enligt andra metoder
bliva komplicerade.
VERKTYGSSVARVAR.
Av ingenjör EINAR KULLBERG, Eskilstuna.
Kännedomen om rotationsrörelsen är mycket
gammal, vilket bl. a. framgår av våra förfäders metod
att uppgöra eld genom hastig vridning av en
träpinne mellan händerna mot ett lätt antändbart
material. Man kan fördenskull förmoda att maskinella
anordningar, byggda med rotationsrörelsen som
huvudprincip och sålunda arbetande på ungefär
samma sätt som den moderna svarven ha varit i
bruk långt tillbaka i tiden. I Egypten kunna dylika
spåras för 7000 å 6000 år sedan.
Svarvar för bearbetning av metaller i det
ungefärliga utseende vi numera äro vana att se dem,
framväxte dock först, i likhet med flera av våra
vanliga verktygsmaskiner, såsom en följd av
uppfinningen av ångmaskinen. Denna fordrade
nämligen för sin funktion delar, tillverkade med en viss
precision och dessutom kunde den själv leverera
kraft till resp. arbetsmaskin. Största förtjänsten
för svarvens utveckling tillfaller engelsmannen
MAUDSLAY, som levde omkring år 1800. Han
tillverkade densammas huvuddelar av gjutjärn i stället
för av trä, såsom dittills varit vanligt. Ledarskruven
erhöll ett bestämt antal gängor pr tum och olika
hastigheter genom växelhjul, stöddocka
påmonterades samt såsom den viktigaste förändringen
erhöll det skärande verktyget ett ordentligt underlag
(support) för fastspänning av detsamma, Ditintills
hade skärstålet hållits emot arbetsstycket för hand
eller med mycket primitiva anordningar.
En av de första svarvar, som framställts i Sverige
visas å fig. 1. Denna tillverkades på 1850-talet av
HALLSTRÖM, sedermera grundläggare av Köpings
mek. verkstad. Sedan denna tid har svarven
utvecklats och förbättrats betydligt och är numera
säkerligen den på mekaniska verkstäder vanligast
förekommande verktygsmaskinen.
<< prev. page << föreg. sida << >> nästa sida >> next page >>