
Full resolution (TIFF) - On this page / på denna sida - Häfte 34. 25 aug. 1934 - Råsockerfabrikation på Cuba, av Carl A. Bergman
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
25 AUG. 1934 TEKNISK TIDSKRIFT 335
hastigheten, och dessutom skall hastigheten av varje aggregat kunna regleras 10-15 %. Med ångmaskin-drift kan man räkna med att erhålla en hastighetsreglering av 65-115 % av den normala.
I vanligaste fall användes växelström och med olika turbingeneratorer för driften av själva kvarnarna och den övriga delen av fabriken. Regleringen av hastigheten sker då från den plattform, där kvarnarnas drift övervakas. Generatorn, som lämnar kraft till kvarnmotorerna, är utförd så att frekvensen kan ändras och är försedd med spänningsregulator, som håller rätta proportionen mellan frekvens och spänning. Turbinerna äro ofta försedda med två regulatorer, en för normal och en för variabel drift, vilka kunna inkopplas efter önskan. För normal drift av kvarnarna och för den övriga delen av fabriken är strömmen densamma, och man kan därför använda en och samma reservmaskin för de två olika generatorerna.
Att exakt bestämma kapaciteten på ett batteri av krossar och kvarnar är svårt. Först och främst beror detta på fiberhalten i röret och av vilket slag detta är, sedan på den grad, till vilken sockret skall utvinnas, dessutom på krafttillgången etc. Som ett exempel kan nämnas, att med de största kvarnbatterier som nu användas kan man mala från 4 000-5 800 ton sockerrör på 24 timmar. För varje kvarn i ett sådant batteri erfordras en motor av 250 hkr och för krossen 175-200 hkr. Kostnaden för ett sådant färdigmonterat batteri var för några år sedan ungefär l 800 000 kr., och då detta aggregat endast utgör en avdelning av fabriken, så kan man se, att en modern fabrik på Cuba erfordrade ett mycket stort anläggningskapital.
Sockersaftens behandling.
Saften rinner från kvarnarna i rännor under dessa och ledes sedan till mekaniska silanordningar, där "bagasse"-bitar, fiber, sand och andra föroreningar avskiljas och lyftes tillbaka till kvarnarna. Från silarna faller saften i behållare, från vilka den sedan pumpas bort. För att hålla dessa silar i gott skick erfordras mycket arbete och för den skull hava dessa på senare tid borttagits och saften pumpas utan föregående silning med centrifugalpumpar. Den saft som pumpas från första kvarnen och krossaren in i fabriken måste dock alltid silas mycket väl, och silduken måste hava minst 50 maskor per cm2.
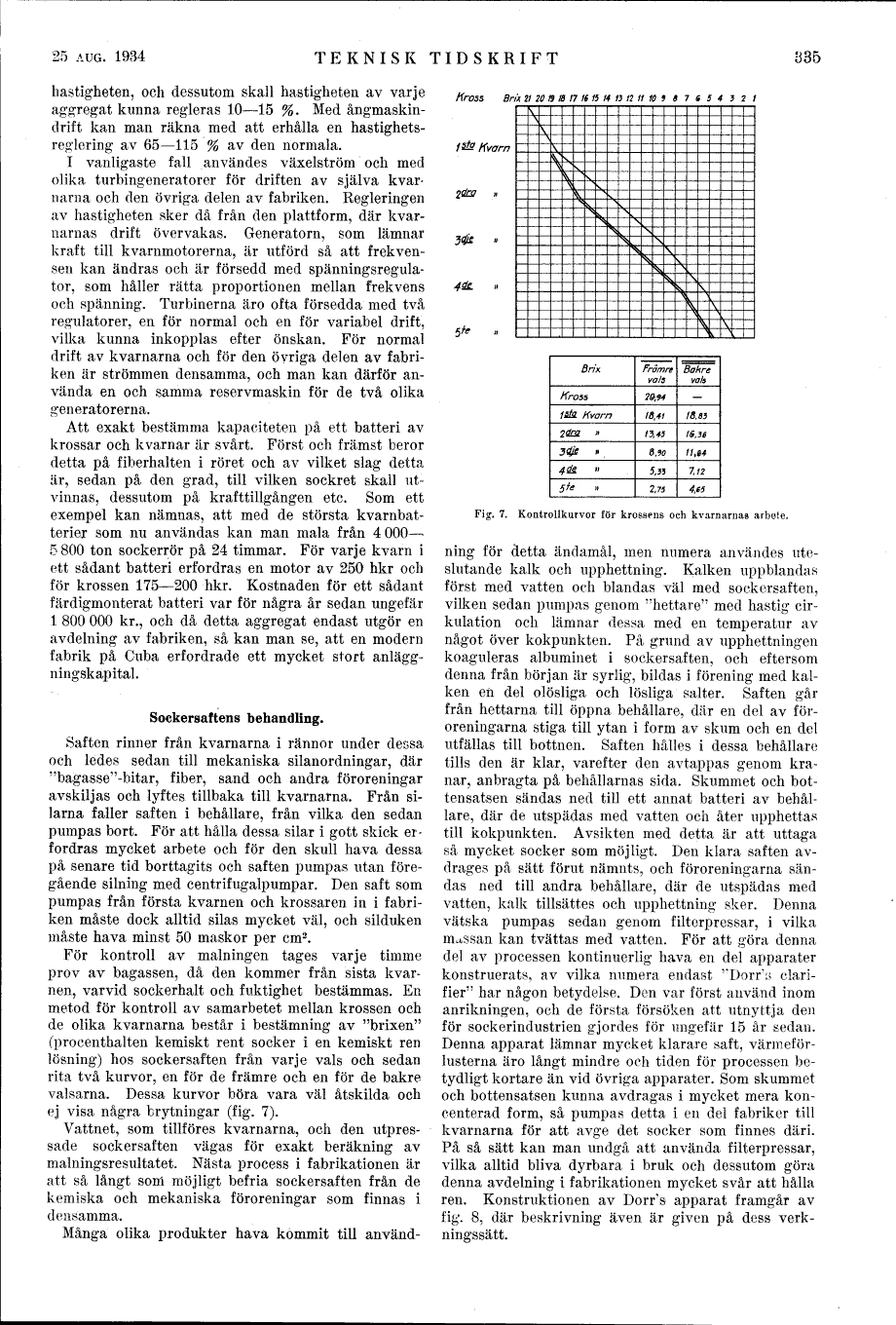
För kontroll av malningen tages varje timme prov av bagassen, då den kommer från sista kvarnen, varvid sockerhalt och fuktighet bestämmas. En metod för kontroll av samarbetet mellan krossen och de olika kvarnarna består i bestämning av "brixen" (procenthalten kemiskt rent socker i en kemiskt ren lösning) hos sockersaften från varje vals och sedan rita två kurvor, en för de främre och en för de bakre valsarna. Dessa kurvor böra vara väl åtskilda och ej visa några brytningar (fig. 7).
Vattnet, som tillföres kvarnarna, och den utpressade sockersaften vägas för exakt beräkning av malningsresultatet. Nästa process i fabrikationen är att så långt som möjligt befria sockersaften från de kemiska och mekaniska föroreningar som finnas i densamma.
 |
| Fig. 7. Kontrollkurvor för krossens och kvarnarnas arbete. |
<< prev. page << föreg. sida << >> nästa sida >> next page >>