
Full resolution (TIFF) - On this page / på denna sida - Häfte 7. Juli 1934 - Hjalmar Dahl: Automatiska maskiner för massfabrikation av skruvar, hylsor m. m. - Statens järnvägars nya rälsomnibussar
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
10. Konstruera gängningskurvan 14 100-delar från
62 100-delar till 76 100-delar. Gängningens längd =
16 . 0,6684 = 10,6944 mm.
Emedan i detta fall åtgår 513 varv för att tillverka
en skruv, och kurvorna på kammarna äro beräknade
för en spindelhastighet av 810 varv/min, utom för
gängningen, som utföres vid 364 varv/min., så är
ett spindelvarv = 1 : 513 av omkretsen. Vid
gängningen bli avstånden proportionsvis större och =
513 . 364 : 810 = 1 : 230 1/2 av omkretsen å den
cirkel, som går genom ledarhävstångsarmens
upphängningscentrum. Denna omkrets är = den väg som
ledarhävstångsarmens upphängningscentrum skulle
tillryggalägga om den roterade omkring kammen. Se
fig. 2. Ifrågavarande omkrets uträknas enligt fig. 3.
De här markerade måtten 4 1/2" och 1/2" erhållas ur
Brown & Sharpe’s tabell för maskin nr 0. Radien R
är längden från centrum av kamrullen till hävarmens
centrum. Om 4 1/2" och 1/2 förvandlas till mm erhålles
R = 121,375 mm och alltså omkretsen = 762,24 mm.
Kamrullens startpunkt vid gängningen bestämmes
genom att fastställa högsta punkten på gängkurvan
plus så mycket som fordras för frammatning av
gängskivan innan den börjar att skära plus skruvhuvudets
längd. I detta fall sänkes gängkurvan 18 mm från
ledarkammens yttre diameter, vilket mått =
skruvens totala längd (se fig. 1). Tillägg 2 mm innan
gängskivan börjar arbeta. Upprita en cirkelbåge
med centrum på den yttre cirkeln (se fig. 2) och
gående genom punkten 62 100-delar på
ledarkammen. Radien till denna cirkelbåge = 3 3/4", vilket är
längden av hävarmen för maskin nr 0. På denna
cirkelbåge uppritas en cirkel med diam. = 9/16", vilket
är kamrullens diameter, och gängkurvans början är
fastställd. Från kammens centrum uppritas nu en
cirkel genom kamrullens centrum och utanför denna
ytterligare 16 koncentriska cirkelbågar med 0,6684 mm
avstånd från varandra, alltså en cirkelbåge för varje
gänga. Från den först dragna cirkelbågens centrum
å den yttre cirkeln avsättas 32 lika stora delar,
vardera = 762,24 : 230 1/2 = 3,306 mm eller en del för
varje varv av spindeln (med n = 364 varv/min.). Från
dessa 32 st. punkter på den yttre cirkeln dragas
cirkelbågar med 3 3/4" radie. De punkter, där dessa
cirkelbågar skära de motsvarande 16 koncentriska
gängstigningscirklarna, utgöra den väg som
kamrullens centrum beskriver under gängningen. En serie
cirklar med diam = 9/16", dragna med dessa
skärningspunkter som centrum giver gängningskurvans
teoretiska form. För att förhindra att gängskivan
tränger på för hastigt sedan gängningen börjat, bör
kurvan göras något lägre efter de första gängorna (se
fig. 2).
11. Konstruera fallkurvan för växling av revolvern
och ändring av spindelns hastighet till 810 varv/min.
Detta utföres på 2 100-delar fram till 78 100-delar.
12. Konstruera avstickningskurvan på
bakslidskammen 11 100-delar från 78 100-delar till 89
100-delar och 8 100-delar med reducerad hastighet fram
till 97 100-delar. Låt under tiden revolvern växla 2 gånger.
13. Från ledarekaminens centrum och 18 mm från
kammens yttre diameter (= skruvens längd) drages
en cirkel från 97 100-delar till 0 100-delar och
utgångspunkten är uppnådd. Dessa sista 3 100-delar
användas för frammatning av arbetsstycket mot ett
stopp i revolvern.
Av ovanstående redogörelse för konstruktion av
kammarna i detta speciella fall framgår att det ej är
möjligt att på enbart praktisk väg eller genom prov
framställa kammar till skruvautomater, emedan de
riktiga hastigheterna och matningarna äro beroende
av varandra.
Ett noggrant teoretiskt studium av maskinernas
arbetssätt i samband med praktiska erfarenheter från
utläggning av kammarna är därför nödvändigt för att
maskinernas fulla kapacitet skall kunna utnyttjas.
 |
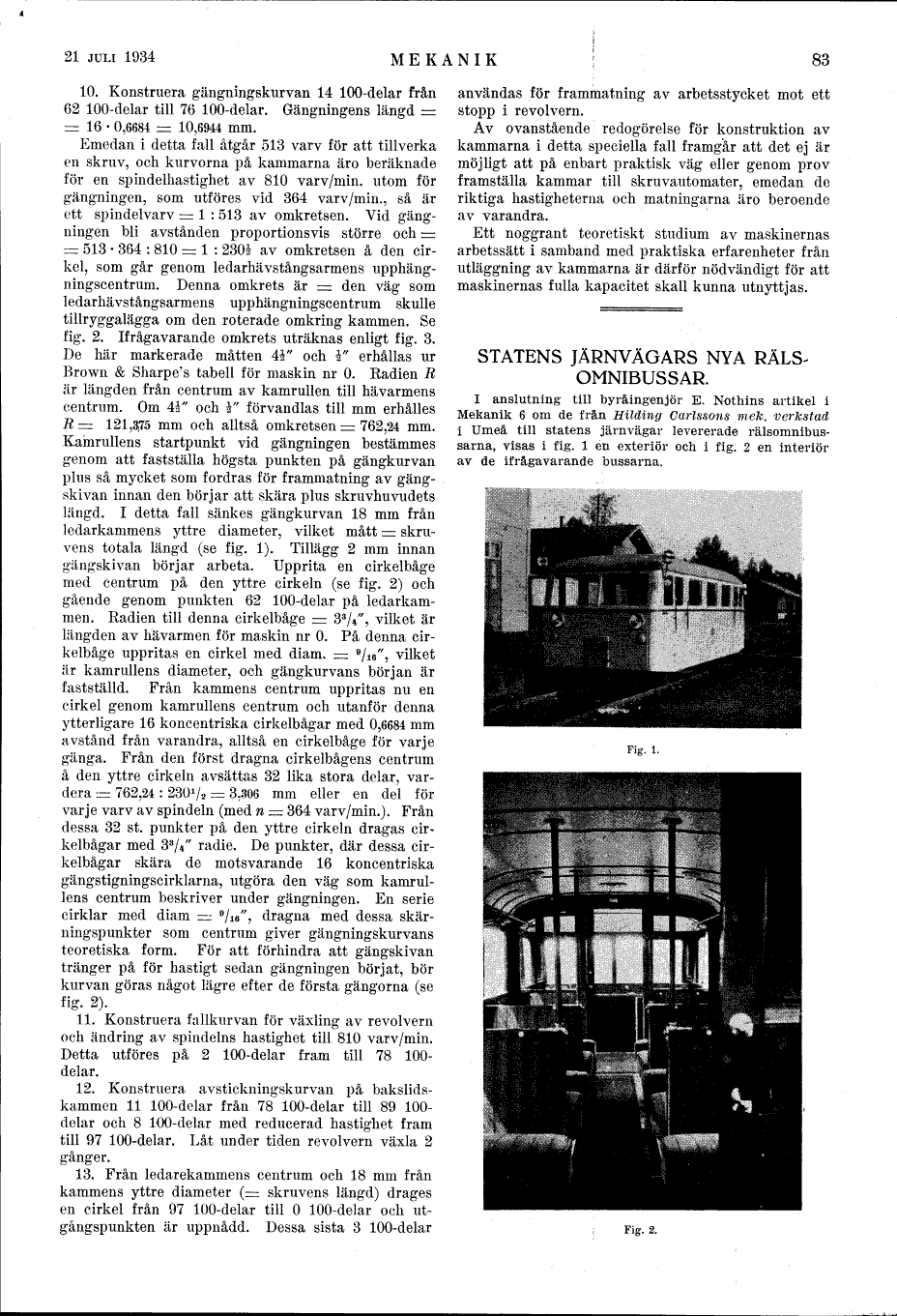
Fig. 1. |
|
Fig. 2. |
<< prev. page << föreg. sida << >> nästa sida >> next page >>