
Full resolution (JPEG)
- On this page / på denna sida
- Häfte 19. 11 maj 1935
- Verktygsstål och hårdmetall, av Hans Kjerrman
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
form. Föremålet upphettas därefter till en
temperatur, vid vilken koboltmetallen smälter och kittar ihop
wolframkarbidkornen till en tät massa, dvs.
sintringen sker. Härvid krympa bitarna till ungefär
halva sin volym och spec. vikten ökas från ca 8
till 14,5.
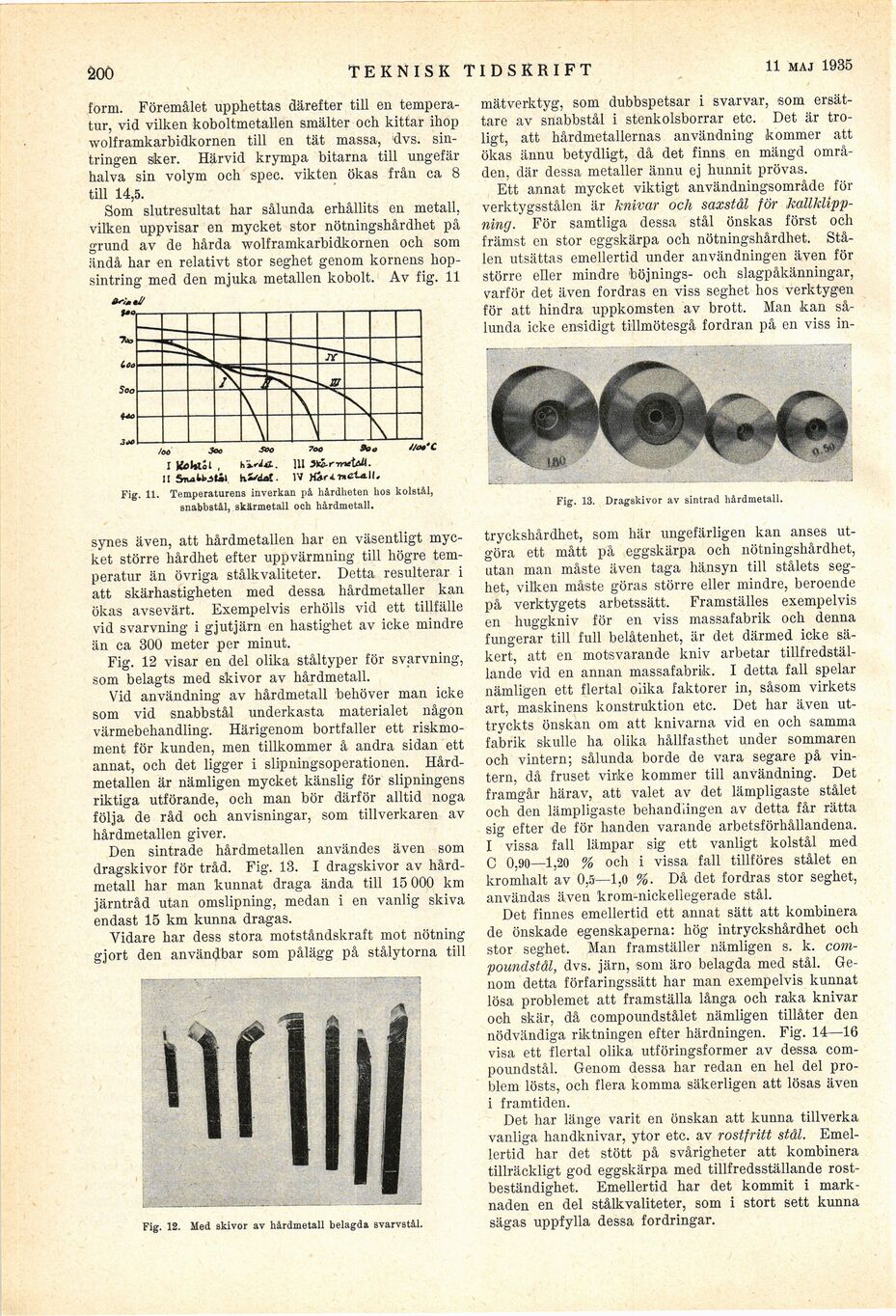
Som slutresultat har sålunda erhållits en metall,
vilken uppvisar en mycket stor nötningshårdhet på
grund av de hårda wolframkarbidkornen och som
ändå har en relativt stor seghet genom kornens
hopsintring med den mjuka metallen kobolt. Av fig. 11
 |
Fig. 11. Temperaturens inverkan på hårdheten hos kolstål,
snabbstål, skärmetall och hårdmetall. |
synes även, att hårdmetallen har en väsentligt
mycket större hårdhet efter uppvärmning till högre
temperatur än övriga stålkvaliteter. Detta resulterar i
att skärhastigheten med dessa hårdmetaller kan
ökas avsevärt. Exempelvis erhölls vid ett tillfälle
vid svarvning i gjutjärn en hastighet av icke mindre
än ca 300 meter per minut.
Fig. 12 visar en del olika ståltyper för svarvning,
som belagts med skivor av hårdmetall.
Vid användning av hårdmetall behöver man icke
som vid snabbstål underkasta materialet någon
värmebehandling. Härigenom bortfaller ett
riskmoment för kunden, men tillkommer å andra sidan ett
annat, och det ligger i slipningsoperationen.
Hårdmetallen är nämligen mycket känslig för slipningens
riktiga utförande, och man bör därför alltid noga
följa de råd och anvisningar, som tillverkaren av
hårdmetallen giver.
Den sintrade hårdmetallen användes även som
dragskivor för tråd. Fig. 13. I dragskivor av
hårdmetall har man kunnat draga ända till 15 000 km
järntråd utan omslipning, medan i en vanlig skiva
endast 15 km kunna dragas.
Vidare har dess stora motståndskraft mot nötning
gjort den användbar som pålägg på stålytorna till
|
| Fig. 12. Med skivor av hårdmetall belagda svarvstål. |
mätverktyg, som dubbspetsar i svarvar, som
ersättare av snabbstål i stenkolsborrar etc. Det är
troligt, att hårdmetallernas användning kommer att
ökas ännu betydligt, då det finns en mängd
områden, där dessa metaller ännu ej hunnit prövas.
Ett annat mycket viktigt användningsområde för
verktygsstålen är knivar och saxstål för
kallklippning. För samtliga dessa stål önskas först och
främst en stor eggskärpa och nötningshårdhet.
Stålen utsättas emellertid under användningen även för
större eller mindre böjnings- och slagpåkänningar,
varför det även fordras en viss seghet hos verktygen
för att hindra uppkomsten av brott. Man kan
sålunda icke ensidigt tillmötesgå fordran på en viss
|
| Fig. 13. Dragskivor av sintrad hårdmetall. |
intryckshårdhet, som här ungefärligen kan anses
utgöra ett mått på eggskärpa och nötningshårdhet,
titan man måste även taga hänsyn till stålets
seghet, vilken måste göras större eller mindre, beroende
på verktygets arbetssätt. Framställes exempelvis
en huggkniv för en viss massafabrik och denna
fungerar till full belåtenhet, är det därmed icke
säkert, att en motsvarande kniv arbetar
tillfredställande vid en annan massafabrik. I detta fall spelar
nämligen ett flertal olika faktorer in, såsom virkets
art, maskinens konstruktion etc. Det har även
uttryckts önskan om att knivarna vid en och samma
fabrik skulle ha olika hållfasthet under sommaren
och vintern; sålunda borde de vara segare på
vintern, då fruset virke kommer till användning. Det
framgår härav, att valet av det lämpligaste stålet
och den lämpligaste behandlingen av detta får rätta
sig efter de för handen varande arbetsförhållandena.
I vissa fall lämpar sig ett vanligt kolstål med
C 0,90—1,20 % och i vissa fall tillföres stålet en
kromhalt av 0,5—1,0 %. Då det fordras stor seghet,
användas även krom-nickellegerade stål.
Det finnes emellertid ett annat sätt att kombinera
de önskade egenskaperna: hög intryckshårdhet och
stor seghet. Man framställer nämligen s. k.
compoundstål, dvs. järn, som äro belagda med stål.
Genom detta förfaringssätt har man exempelvis kunnat
lösa problemet att framställa långa och raka knivar
och skär, då compoundstålet nämligen tillåter den
nödvändiga riktningen efter härdningen. Fig. 14—16
visa ett flertal olika utföringsformer av dessa
compoundstål. Genom dessa har redan en hel del
problem lösts, och flera komma säkerligen att lösas även
i framtiden.
Det har länge varit en önskan att kunna tillverka
vanliga handknivar, ytor etc. av rostfritt stål.
Emellertid har det stött på svårigheter att kombinera
tillräckligt god eggskärpa med tillfredsställande
rostbeständighet. Emellertid har det kommit i
marknaden en del stålkvaliteter, som i stort sett kunna
sägas uppfylla dessa fordringar.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Fri Oct 18 15:31:12 2024
(aronsson)
(diff)
(history)
(download)
<< Previous
Next >>
https://runeberg.org/tektid/1935a/0210.html


{kind=link}