
Full resolution (JPEG) - On this page / på denna sida - Häfte 43. 26 okt. 1935 - Några moderna verktygsmaskiner av inhemsk tillverkning (forts.) - Notiser - Svenska teknologföreningens styrelse, av Fmn. - Tysklands inhemska järnmalmstillgångar, av s.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
432
TEKNISK TIDSKRIFT
"27 april 1935
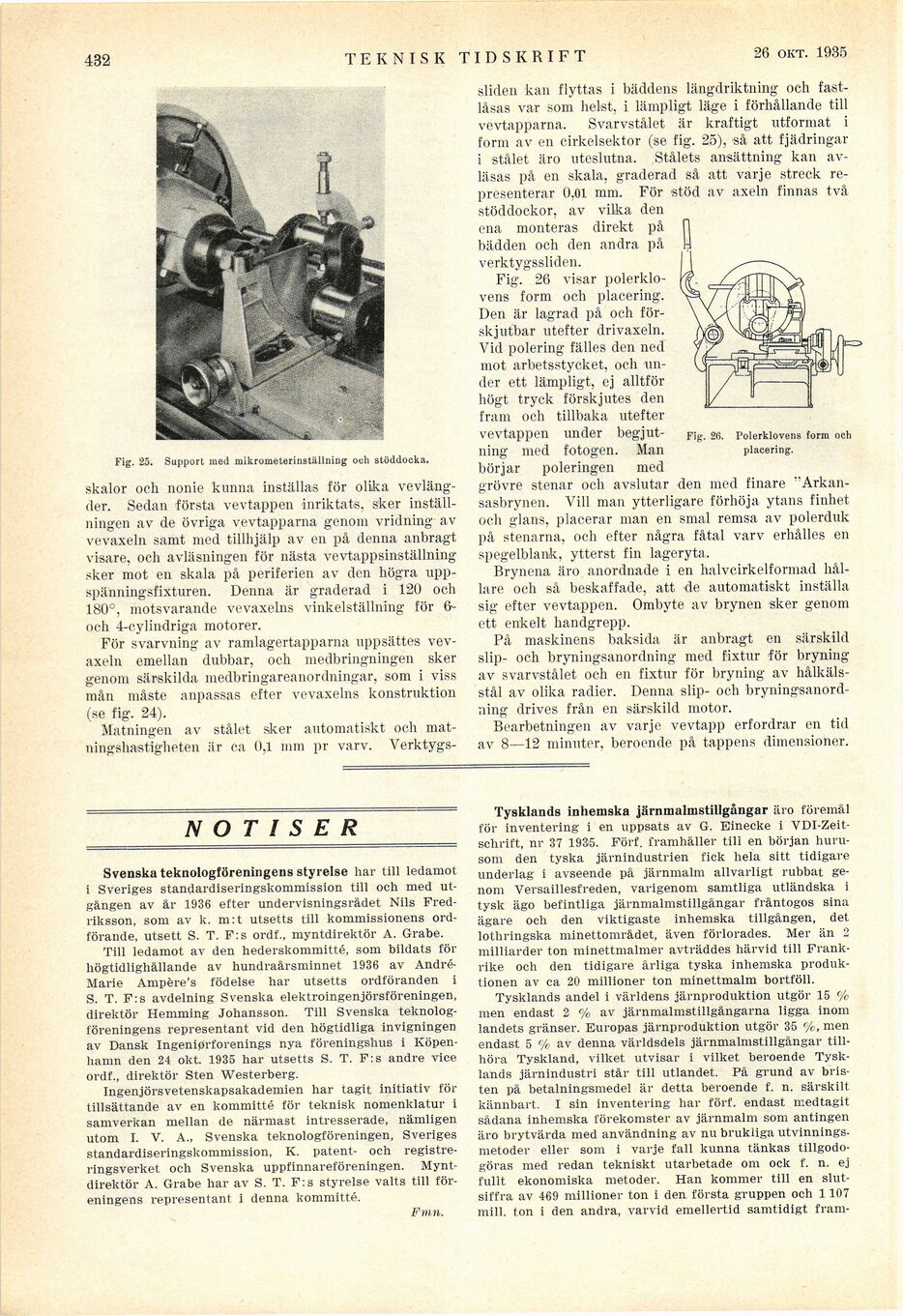
Fig. 25. Support med mikrometerinställning och stöddocka.
skalor och nonie kunna inställas för olika
vevlängder. Sedan första vevtappen inriktats, sker
inställningen av de övriga vevtapparna genom vridning av
vevaxeln samt med tillhjälp av en på denna anbragt
visare, och avläsningen för nästa vevtappsinställning
sker mot en skala på periferien av den högra
uppspänn ingsfixturen. Denna är graderad i 120 och
180°, motsvarande vevaxelns vinkelställning för
6-och 4-cylindriga motorer.
För svarvning av ramlagertapparna uppsättes
vevaxeln emellan dubbar, och medbringningen sker
genom särskilda medbringareanordningar, som i viss
mån måste anpassas efter vevaxelns konstruktion
(se fig. 24).
Matningen av stålet sker automatiskt och
matningshastigheten är ca 0,1 mm pr varv. Verktygs-
sliden kan flyttas i bäddens längdriktning och
fastlåsas var som helst, i lämpligt läge i förhållande till
vevtapparna. Svarvstålet är kraftigt utformat i
form av en cirkelsektor (se fig. 25), så att fjädringar
i stålet äro uteslutna. Stålets ansättning kan
avläsas på en skala, graderad så att varje streck
representerar 0,01 mm. För stöd av axeln finnas två
stöddockor, av vilka den
ena monteras direkt på
bädden och den andra på
verktygssliden.
Fig. 26 visar
polerklo-vens form och placering.
Den är lagrad på och
förskjutbar utefter drivaxeln.
Vid polering fälles den ned
mot arbetsstycket, och
under ett lämpligt, ej alltför
högt tryck förskjutes den
fram och tillbaka utefter
vevtappen under
begjut-ning med fotogen. Man
börjar poleringen med
grövre stenar och avslutar den med finare
"Arkan-sasbrynen. Vill man ytterligare förhöja ytans finhet
och glans, placerar man en smal remsa av polerduk
på stenarna, och efter några fåtal varv erhålles en
spegelblänk, ytterst fin lageryta.
Brynena äro anordnade i en halvcirkelformad
hållare och så beskaffade, att de automatiskt inställa
sig efter vevtappen. Ombyte av brynen sker genom
ett enkelt handgrepp.
På maskinens baksida är anbragt en särskild
slip- och bryningsanordning med fixtur för bryning
av svarvstålet och en fixtur för bryning av
hålkäls-stål av olika radier. Denna slip- och
bryningsanordning drives från en särskild motor.
Bearbetningen av varje vevtapp erfordrar en tid
av 8—12 minuter, beroende på tappens dimensioner.
Fig. 2fi. Polerklovens form och
placering.
NOTISER
Svenska teknologföreningens styrelse har till ledamot
i Sveriges standardiseringskommission till och med
utgången av år 1936 efter undervisningsrådet Nils
Fredriksson, som av k. m:t utsetts till kommissionens
ordförande, utsett S. T. F:s ordf., myntdirektör A. Grabe.
Till ledamot av den hederskommitté, som bildats för
högtidlighållande av hundraårsminnet 1936 av
André-Marie Ampère’s födelse har utsetts ordföranden i
S. T. F:s avdelning Svenska elektroingenjörsföreningen,
direktör Hemming Johansson. Till Svenska
teknologföreningens representant vid den högtidliga invigningen
av Dansk Ingeniørforenings nya föreningshus i
Köpenhamn den 24 okt. 1935 har utsetts S. T. F:s andre vice
ordf., direktör Sten Westerberg.
Ingenjörsvetenskapsakademien har tagit initiativ för
tillsättande av en kommitté för teknisk nomenklatur i
samverkan mellan de närmast intresserade, nämligen
utom I. V. A., Svenska teknologföreningen, Sveriges
standardiseringskommission, K. patent- och
registreringsverket och Svenska uppfinnareföreningen.
Myntdirektör A. Grabe har av S. T. F:s styrelse valts till
föreningens l-epresentant, i denna kommitté.
Fmn.
Tysklands inhemska järnmalmstillgångar äro föremål
för inventering i en uppsats av G. Einecke i
VDI-Zeit-schrift, nr 37 1935. Förf. framhåller till en början
hurusom den tyska järnindustrien fick hela sitt tidigare
underlag i avseende på järnmalm allvarligt rubbat
genom Versaillesfreden, varigenom samtliga utländska i
tysk ägo befintliga järnmalmstillgångar fråntogos sina
ägare och den viktigaste inhemska tillgången, det
lothringska nünettområdet, även förlorades. Mer än 2
milliarder ton minettmalmer avträddes härvid till
Frankrike och den tidigare årliga tyska inhemska
produktionen av ca 20 millioner ton minettmalm bortföll.
Tysklands andel i världens järnproduktion utgör 15 c/o
men endast 2 % av järnmalmstillgångarna ligga inom
landets gränser. Europas järnproduktion utgör 35 %, men
endast 5 % av denna världsdels järnmalmstillgångar
tillhöra Tyskland, vilket utvisar i vilket beroende
Tysklands järnindustri står till utlandet. På grund av
bristen på betalningsmedel är detta beroende f. n. särskilt
kännbart. I sin inventering har förf. endast medtagit
sådana inhemska förekomster av järnmalm som antingen
äro brytvärda med användning av nu brukliga
utvinningsmetoder eller som i varje fall kunna tänkas
tillgodogöras med redan tekniskt utarbetade om ock f. n. ej
fullt ekonomiska metoder. Han kommer till en
slutsiffra av 469 millioner ton i den första gruppen och 1107
mill. ton i den andra, varvid emellertid samtidigt fram-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}