
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
20
TEKNISK TIDSKRIFT
13 april 1935
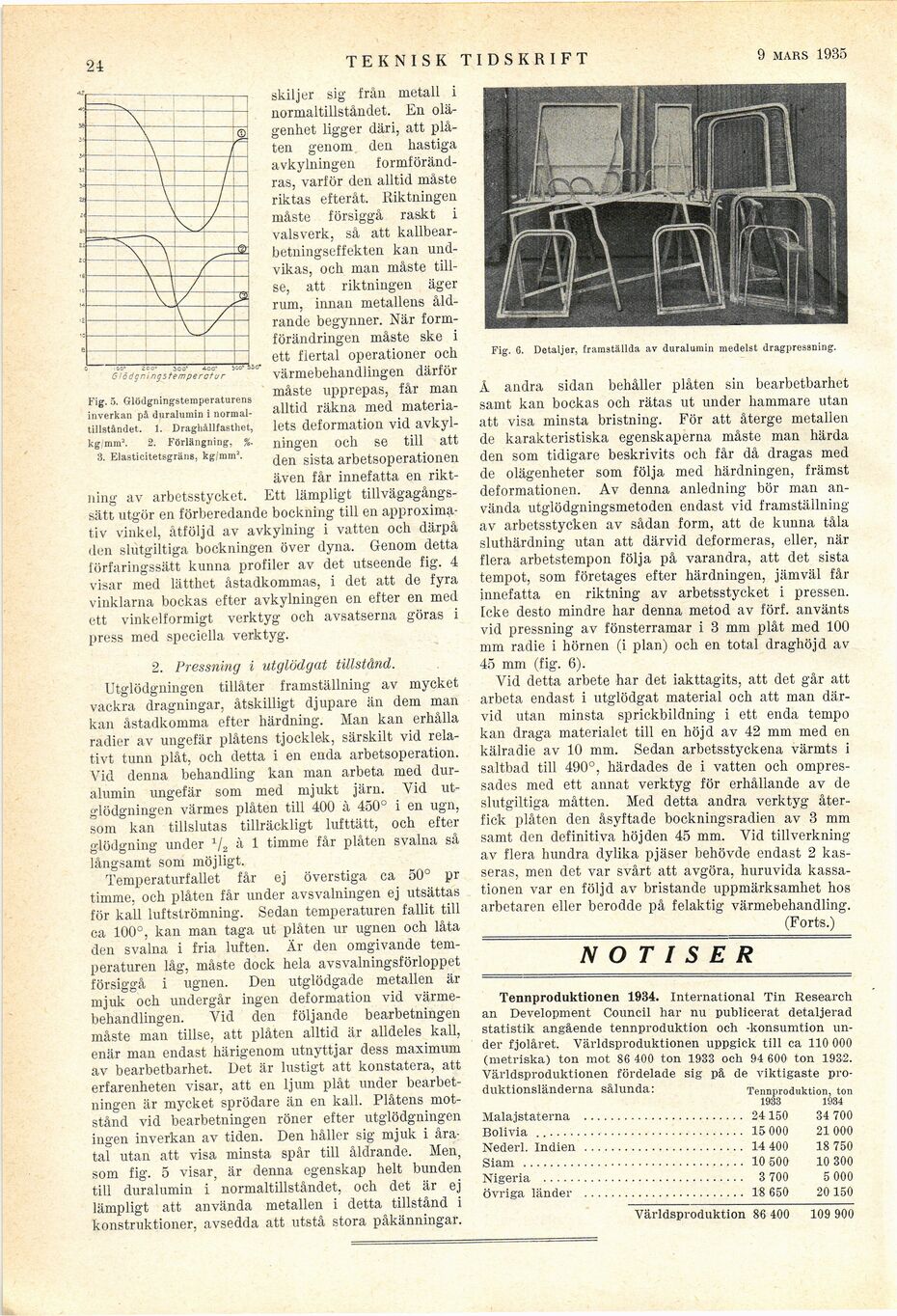
Glödgningstemperotur
Fig. 5. Glödgningstemperaturens
inverkan på duralumin i
normaltillståndet. 1. Draghållfasthet,
kg.mm2. 2. Förlängning, %.
3. Elasticitetsgräns, kg/mm"’.
skiljer sig från metall i
normaltillståndet. En
olägenhet ligger däri, att
plåten genom den hastiga
avkylningen
formförändras, varför den alltid måste
riktas efteråt. Riktningen
måste försiggå raskt i
valsverk, så att
kallbear-betningseffekten kan
undvikas, och man måste
tillse, att riktningen äger
rum, innan metallens
åldrande begynner. När
formförändringen måste ske i
ett flertal operationer och
värmebehandlingen därför
måste upprepas, får man
alltid räkna med
materialets deformation vid
avkylningen och se till att
den sista arbetsoperationen
även får innefatta en
riktning av arbetsstycket. Ett lämpligt
tillvägagångssätt utgör en förberedande bockning till en
approximativ vinkel, åtföljd av avkylning i vatten och därpå
den slutgiltiga bockningen över dyna. Genom detta
förfaringssätt kunna profiler av det utseende fig. 4
visar med lätthet åstadkommas, i det att de fyra
vinklarna bockas efter avkylningen en efter en med
ett vinkel formigt verktyg och avsatserna göras i
press med speciella verktyg.
2. Pressning i utglödgat tillstånd.
Utglödgningen tillåter framställning av mycket
vackra dragningar, åtskilligt djupare än dem man
kan åstadkomma efter härdning. Man kan erhålla
radier av ungefär plåtens tjocklek, särskilt vid
relativt tunn plåt, och detta i en enda arbetsoperation.
Vid denna behandling kan man arbeta med
duralumin ungefär som med mjukt järn. Vid
utglödgningen värmes plåten till 400 à 450° i en ugn,
som kan tillslutas tillräckligt lufttätt, och efter
glödgning under 1/2 à 1 timme får plåten svalna så
långsamt som möjligt.
Temperaturfallet får ej överstiga ca 50° pr
timme, och plåten får under avsvalningen ej utsättas
för kall luftströmning. Sedan temperaturen fallit till
ca 100°, kan man taga ut plåten ur ugnen och låta
den svalna i fria luften. Är den omgivande
temperaturen låg, måste dock hela avsvalningsförloppet
försiggå i ugnen. Den utglödgade metallen är
mjuk och undergår ingen deformation vid
värmebehandlingen. Vid den följande bearbetningen
måste man tillse, att plåten alltid är alldeles kall,
enär man endast härigenom utnyttjar cless maximum
av bearbetbarhet. Det är lustigt att konstatera, att
erfarenheten visar, att en ljum plåt under
bearbetningen är mycket sprödare än en kall. Plåtens
motstånd vid bearbetningen röner efter utglödgningen
ingen inverkan av tiden. Den håller sig mjuk i
åratal utan att visa minsta spår till åldrande. Men,
som fig. 5 visar, är denna egenskap helt bunden
till duralumin i normaltillståndet, och det är ej
lämpligt att använda metallen i detta tillstånd i
konstruktioner, avsedda att utstå stora påkänningar.
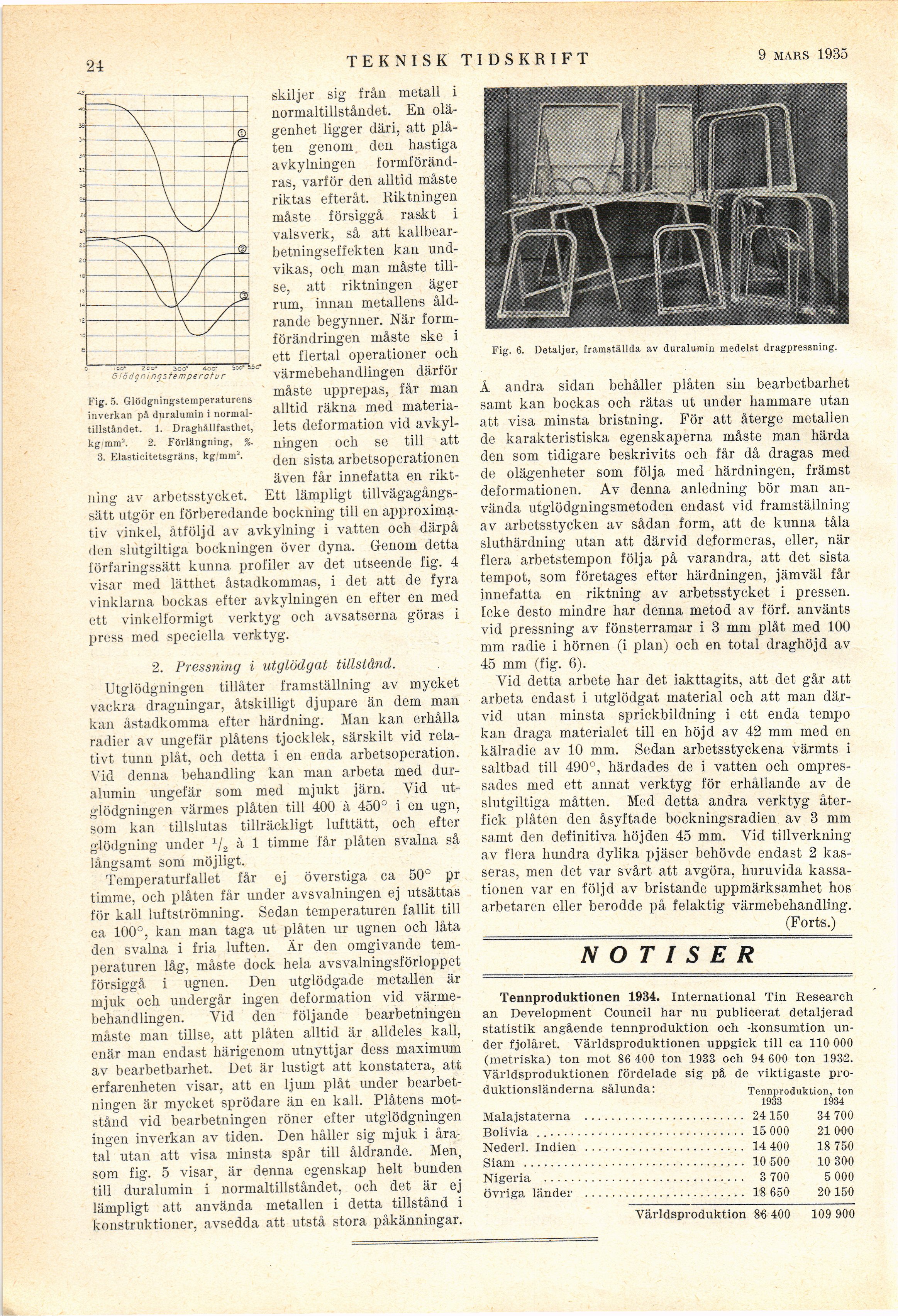
Fig, 6. Detaljer, framställda av duralumin medelst dragpressning.
Å andra sidan behåller plåten sin bearbetbarhet
samt kan bockas och rätas ut under hammare utan
att visa minsta bristning. För att återge metallen
de karakteristiska egenskaperna måste man härda
den som tidigare beskrivits och får då dragas med
de olägenheter som följa med härdningen, främst
deformationen. Av denna anledning bör man
använda utglödgningsmetoden endast vid framställning
av arbetsstycken av sådan form, att de kunna tåla
sluthärdning utan att därvid deformeras, eller, när
flera arbetstempon följa på varandra, att det sista
tempot, som företages efter härdningen, jämväl får
innefatta en riktning av arbetsstycket i pressen.
leke desto mindre har denna metod av förf. använts
vid pressning av fönsterramar i 3 mm plåt med 100
mm radie i hörnen (i plan) och en total draghöj d av
45 mm (fig. 6).
Vid detta arbete har det iakttagits, att det går att
arbeta endast i utglödgat material och att man
därvid utan minsta sprickbildning i ett enda tempo
kan draga materialet till en höjd av 42 mm med en
kälradie av 10 mm. Sedan arbetsstyckena värmts i
saltbad till 490°. härdades de i vatten och
ompres-sades med ett annat verktyg för erhållande av de
slutgiltiga måtten. Med detta andra verktyg
återfick plåten den åsyftade bockningsradien av 3 mm
samt den definitiva höjden 45 mm. Vid tillverkning
av flera hundra dylika pjäser behövde endast 2
kasseras, men det var svårt att avgöra, huruvida
kassa-tionen var en följd av bristande uppmärksamhet hos
arbetaren eller berodde på felaktig värmebehandling.
__(Forts.)
NOTIS E~R
Tennproduktionen 1934. International Tin Research
an Development Council har nu publicerat detaljerad
statistik angående tennproduktion och -konsumtion
under fjolåret. Världsproduktionen uppgick till ca 110 000
(metriska) ton mot 86 400 ton 1933 och 94 600 ton 1932.
Världsproduktionen fördelade sig på de viktigaste
produktionsländerna sålunda: Tennproduktion, ton
1933 1934
Malajstaterna ........................ 24150 34 700
Bolivia ............................... 15 000 21 000
Nederl. Indien ........................ 14 400 18 750
Siam ................................. 10 500 10 300
Nigeria .............................. 3 700 5 000
övriga länder ........................ 18 650 20 150
Världsproduktion 86 400 109 900
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}