
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
12 jan. 1935
BERGSVETENSKAP
45,
torna äro av rätt lös konsistens, ungefär som lös
krita, och tåla endast att hanteras med största
försiktighet, Det vanligaste sättet att bibringa dem
erforderlig hållfasthet för bearbetningen är att försintra
dem, såsom nyss nämndes, varvid man får en viss
sintringseffekt i kobolten. Men även det så
behandlade materialet är rätt skört, varför endast relativt
enkla bitar kunna framställas. Försintringsmetoden
är patenterad av firman Krupp, men även andra
metoder för samma ändamål ha utarbetats
Under sintringen krymper bitarna till nästan halva
volymen, dvs. linjärt ca 20 %, vilket man
naturligtvis måste ta med i beräkningen vid tillformningen.
Emellertid är denna siffra icke konstant, utan
varierar för olika pressade plattor, beroende på
press-tryck, dimensioner och pulvrets sammanpressbarhct,
vilket naturligtvis försvårar innehållandet av några
snävare dimensionstoleranser på de sintrade bitarna.
En sådan sak som bitens läge under sintringen
spelar en viss roll, eftersom massan är tämligen mjuk
vid sintringstemperaturen. Krympningen kan därför
bli något olika i olika riktningar.
Pressningen av pulvret till plattor sker i
finpole-rade stålformar, som måste vara mycket stabilt
byggda. Om formen ger sig vid det höga trycket,
uppstår ofelbart press-sprickor i det hoppressade
pulvret. Press-sprickorna utgöra ett rätt besvärligt
problem inom pulvermetallurgien och bero utom på
otillfredsställande formar på sådana saker som
kristallernas plasticitet och kornstorlek. Att pressa ett
så hårt pulver som volframkarbid ensamt torde icke
vara möjligt. Pressbarheten möjliggöres genom den
tillsatta kobolten. I en del patent omnämnes tillsats
av lösningar av organiska bindemedel för att
möjliggöra pressning och åstadkomma god
bearbetbar-het av de pressade plattorna. Om detta användes,
är mig obekant. Av vikt är, att pulvret blir jämnt
fördelat i formen. Ojämn pulverfördelning medför
ojämn sammanpressning och följaktligen ojämn
krympning vid sintringen, så att bitarna slå sig. Van-
Fig. 7. Stadierna i tillverkning av sintrade plattor.
Fig. 8. Pressform med pulver saml pressat och sintrat
dragskiveämne.
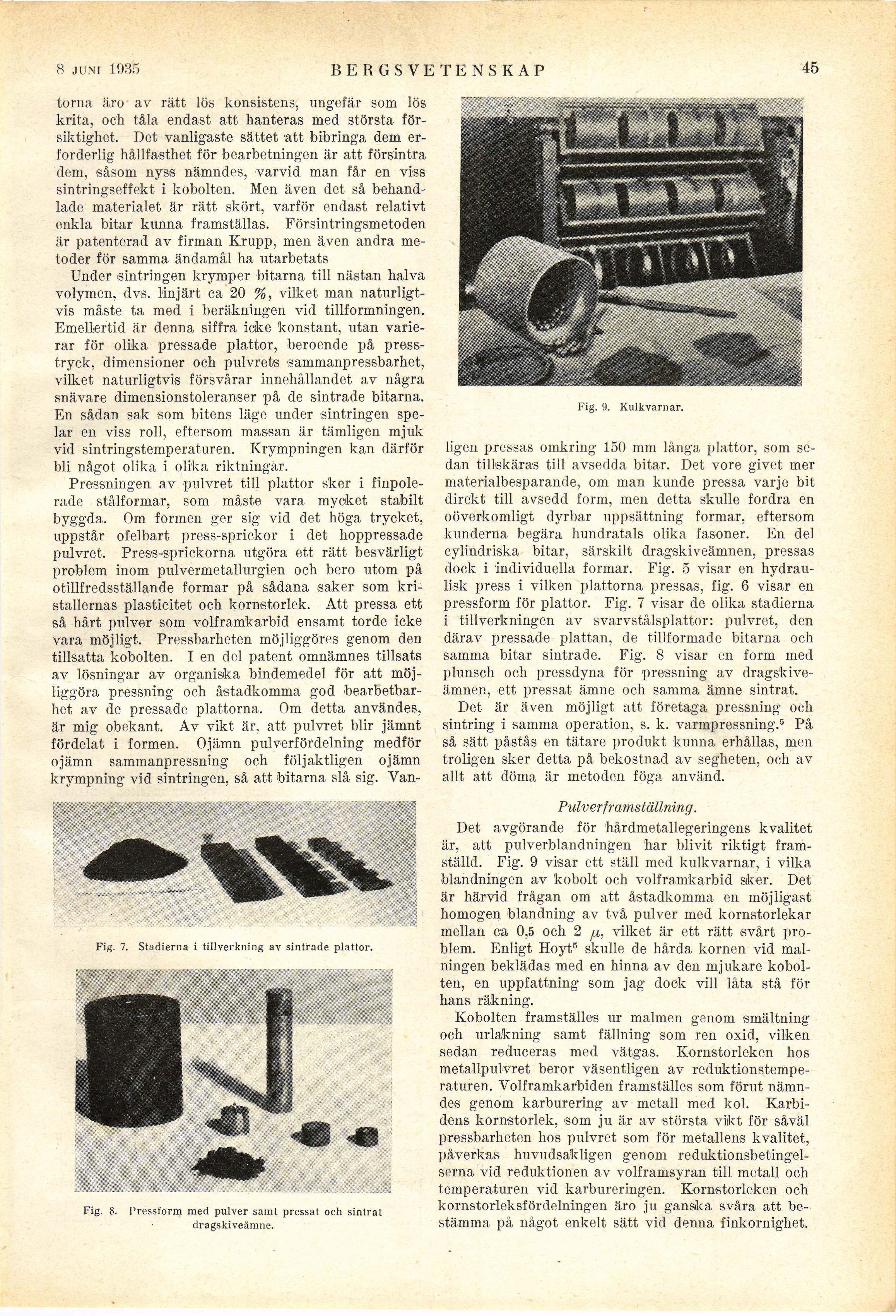
Fig. 9. Kulkvarnar.
ligen pressas omkring 150 mm långa plattor, som
sedan tillskäras till avsedda bitar. Det vore givet mer
materialbesparande, om man kunde pressa varje bit
direkt till avsedd form, men detta skulle fordra en
oöverkomligt dyrbar uppsättning formar, eftersom
kunderna begära hundratals olika fasoner. En del
cylindriska bitar, särskilt dragskiveämnen, pressas
dock i individuella formar. Fig. 5 visar en
hydraulisk press i vilken plattorna pressas, fig. 6 visar en
pressform för plattor. Fig. 7 visar de olika stadierna
i tillverkningen av svarvstålsplattor: pulvret, den
därav pressade plattan, de tillformade bitarna och
samma bitar sintrade. Fig. 8 visar en form med
plunsch och pressdyna för pressning av
dragskiveämnen, ett pressat ämne och samma ämne sintrat.
Det är även möjligt att företaga pressning och
sintring i samma operation, s. k. varmpressning.5 På
så sätt påstås en tätare produkt kunna erhållas, men
troligen sker detta på bekostnad av segheten, och av
allt att döma är metoden föga använd.
Pulverframställning.
Det avgörande för hårdmetallegeringens kvalitet
är, att pulverblandningen har blivit riktigt
framställd. Fig. 9 visar ett ställ med kulkvarnar, i vilka
blandningen av kobolt och volframkarbid sker. Det
är härvid frågan om att åstadkomma en möjligast
homogen blandning av två pulver med kornstorlekar
mellan ca 0,5 och 2 fi, vilket är ett rätt svårt
problem. Enligt Hoyt5 skulle de hårda kornen vid
målningen beklädas med en hinna av den mjukare
kobolten, en uppfattning som jag dock vill låta stå för
hans räkning.
Kobolten framställes ur malmen genom smältning
och urlakning samt fällning som ren oxid, vilken
sedan reduceras med vätgas. Kornstorleken hos
metallpulvret beror väsentligen av
reduktionstemperaturen. Volframkarbiden framställes som förut
nämndes genom karburering av metall med kol.
Karbidens kornstorlek, som ju är av största vikt för såväl
pressbarheten hos pulvret som för metallens kvalitet,
påverkas huvudsakligen genom
reduktionsbetingel-serna vid reduktionen av volframsyran till metall och
temperaturen vid karbureringen. Kornstorleken och
kornstorleksfördelningen äro ju ganska svåra at.t
bestämma på något enkelt sätt vid denna finkornighet.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}