
Full resolution (JPEG) - On this page / på denna sida - Häfte 24. 13 juni 1936 - Träbearbetningsmaskiner, av P. E. Werner
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
TekniskTi dskrift
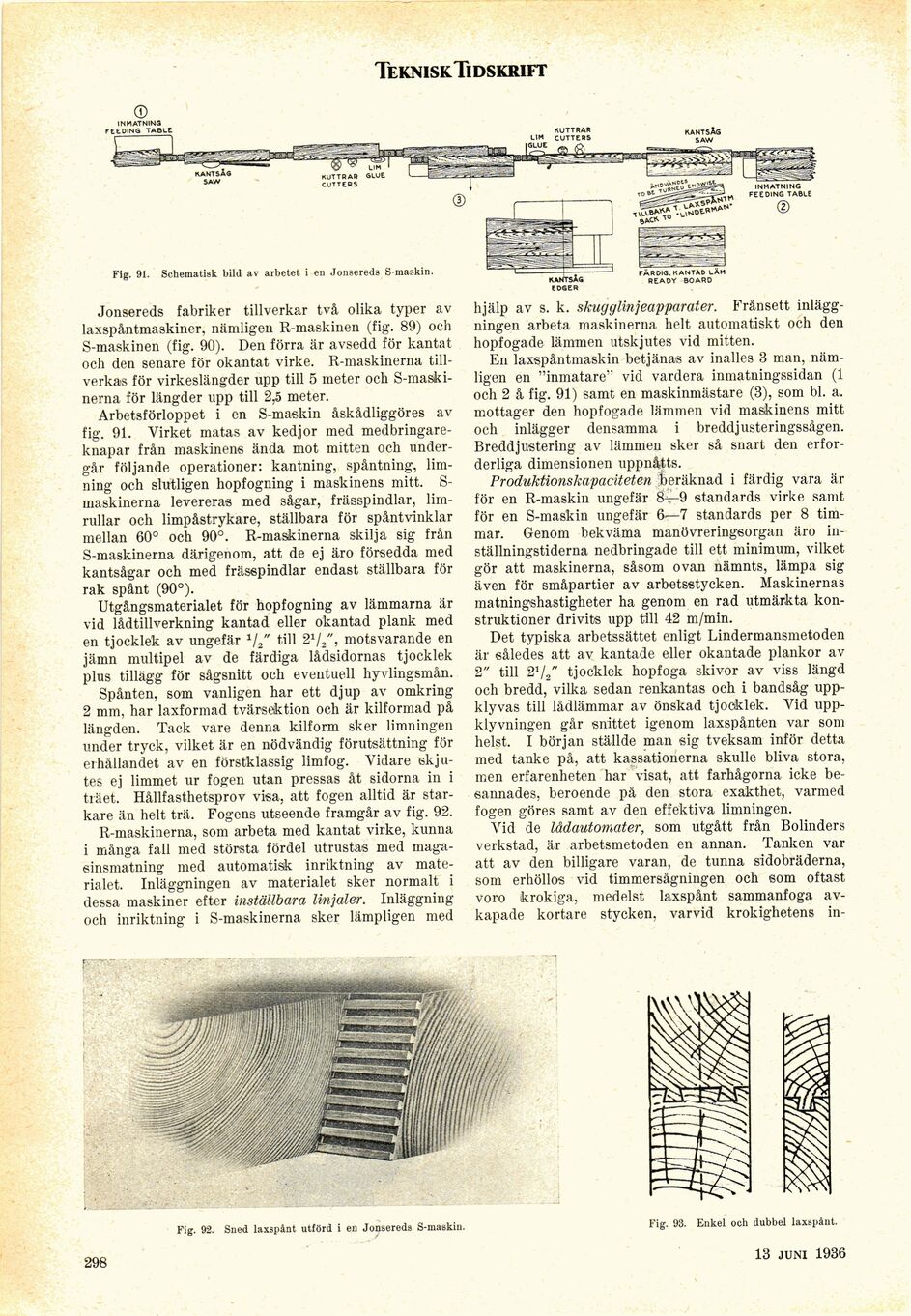
Fig. 91. Schematisk bild av arbetet i en Jonsereds S-maskin.
KANTSÅS
SAW
READY BOARD
r\ui i M ■—r —
CUTTERS
INMATNING
FEEDING TABLE
©
Jonsereds fabriker tillverkar två olika typer av
laxspåntmaskiner, nämligen R-maskinen (fig. 89) och
S-maskinen (fig. 90). Den förra är avsedd för kantat
och den senare för okantat virke. R-maskinerna
tillverkas för virkeslängder upp till 5 meter och
S-maskinerna för längder upp till 2,5 meter.
Arbetsförloppet i en S-maskin åskådliggöres av
fig. 91. Virket matas av kedjor med
medbringare-knapar från maskinens ända mot mitten och
undergår följande operationer: kantning, spåntning,
limning och slutligen hopfogning i maskinens mitt.
S-maskinerna levereras med sågar, frässpindlar,
limrullar och limpåstrykare, ställbara för spåntvinklar
mellan 60° och 90°. R-maskinerna skilja sig från
S-maskinerna därigenom, att de ej äro försedda med
kantsågar och med frässpindlar endast ställbara för
rak spånt (90°).
Utgångsmaterialet för hopfogning av lämmarna är
vid lådtillverkning kantad eller okantad plank med
en tjocklek av ungefär 1/2" till 21/2", motsvarande en
jämn multipel av de färdiga lådsidornas tjocklek
pius tillägg för sågsnitt och eventuell hyvlingsmån.
Spånten, som vanligen har ett djup av omkring
2 mm, har laxformad tvärsektion och är kilformad på
längden. Tack vare denna kilform sker limningen
under tryck, vilket är en nödvändig förutsättning för
erhållandet av en förstklassig limfog. Vidare
skjutes ej limmet ur fogen utan pressas åt sidorna in i
träet. Hållfasthetsprov visa, att fogen alltid är
starkare än helt trä. Fogens utseende framgår av fig. 92.
R-maskinerna, som arbeta med kantat virke, kunna
i många fall med största fördel utrustas med
magasinsmatning med automatisk inriktning av
materialet. Inläggningen av materialet sker normalt i
dessa maskiner efter inställbara linjaler. Inläggning
och inriktning i S-maskinerna sker lämpligen med
hjälp av s. k. skugglinjeapparater. Frånsett
inläggningen arbeta maskinerna helt automatiskt och den
hopfogade länimen utskjutes vid mitten.
En laxspåntmaskin betjänas av inalles 3 man,
nämligen en "inmatare" vid vardera inmatningssidan (1
och 2 å fig. 91) samt en maskinmästare (3), som bl. a.
mottager den hopfogade lämmen vid maskinens mitt
och inlägger densamma i breddjusteringssågen.
Breddjustering av lämmen sker så snart den
erforderliga dimensionen uppnåtts.
Produktionskapaciteten beräknad i färdig vara är
för en R-maskin ungefär 8^9 standards virke samt
för en S-maskin ungefär 6.—7 standards per 8
timmar. Genom bekväma manövreringsorgan äro
inställningstiderna nedbringade till ett minimum, vilket
gör att maskinerna, såsom ovan nämnts, lämpa sig
även för småpartier av arbetsstycken. Maskinernas
matningshastigheter ha genom en rad utmärkta
konstruktioner drivits upp till 42 m/min.
Det typiska arbetssättet enligt Lindermansmetoden
är således att av kantade eller okantade plankor av
2" till 2V2" tjocklek hopfoga skivor av viss längd
och bredd, vilka sedan renkantas och i bandsåg
upp-klyvas till lådlämmar av önskad tjocklek. Vid
upp-klyvningen går snittet igenom laxspånten var som
helst. I början ställde man sig tveksam inför detta
med tanke på, att kassationerna skulle bliva stora,
men erfarenheten har visat, att farhågorna icke
besannades, beroende på den stora exakthet, varmed
fogen göres samt av den effektiva limningen.
Vid de lådautomater, som utgått från Bolinders
verkstad, är arbetsmetoden en annan. Tanken var
att av den billigare varan, de tunna sidobräderna,
som erhöllos vid timmersågningen och som oftast
voro krokiga, medelst laxspånt sammanfoga
avkapade kortare stycken, varvid krokighetens in-
Fig. 92. Sned laxspånt utförd i en Jonsereds S-maskin.
Fig. 93. Enkel och dubbel laxspånt.
298
25 april 1936
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}