
Full resolution (JPEG) - On this page / på denna sida - Häfte 26. 27 juni 1936 - Träbearbetningsmaskiner, av P. E. Werner

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
upp mot matarkedj ornäs medbringareklackar.
Pressverken kunna lätt svängas ut. så att
verktygsspindlarna bliva bekvämt åtkomliga. De låsas i läge mot
arbetande klackar medelst ett par handtag.
Elektrisk utrustning. Samtliga verktygsspindlar
äro normalt försedda med inbyggda, helkapslade,
mantelkylda, kortslutna motorer, 4,4 hk, 3 000 varv,
50 perioder. Matarverket drives från en
polomkopp-lingsbar kuggväxelmotor 2 hk, 2 000—1 500 varv, 50
per. helt inbyggd i maskinstativet. Samtliga
kuttermotorer manövreras från en tryckknappslåda vid
maskinskötarens plats över kontaktorer med termiskt
överströmsskydd såväl som nollspänningsutlösning.
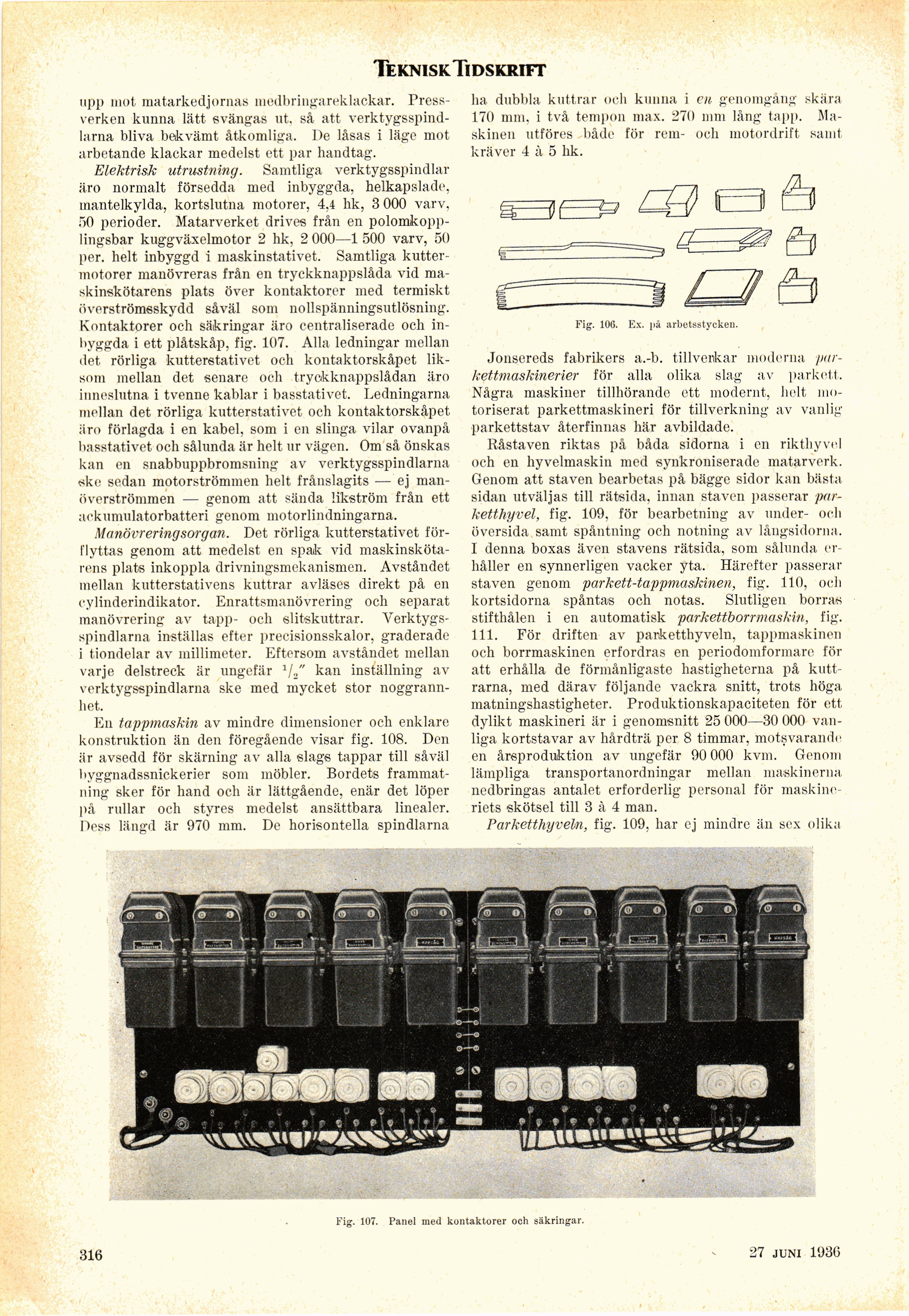
Kontaktorer och säkringar äro centraliserade och
inbyggda i ett plåtskåp, fig. 107. Alla ledningar mellan
det rörliga kutterstativet och kontaktorskåpet
liksom mellan det senare och tryckknappslådan äro
inneslutna i tvenne kablar i basstativet. Ledningarna
mellan det rörliga kutterstativet och kontaktorskåpet
äro förlagda i en kabel, som i en slinga vilar ovanpå
basstativet och sålunda är helt ur vägen. Om så önskas
kan en snabbuppbromsning av verktygsspindlarna
ske sedan motorströmmen helt frånslagits — ej
manöverströmmen — genom att sända likström från ett
ackumulatorbatteri genom motorlindningarna.
Manövreringsorgan. Det rörliga kutterstativet
förflyttas genom att medelst en spak vid
maskinskötarens plats inkoppla drivningsmekanismen. Avståndet
mellan kutterstativens kuttrar avläses direkt på en
cylinderindikator. Enrattsmanövrering och separat
manövrering av tapp- och slitskuttrar.
Verktygs-spindlarna inställas efter precisionsskalor, graderade
i tiondelar av millimeter. Eftersom avståndet mellan
varje delstreck är ungefär 1/„" kan inställning av
verktygsspindlarna ske med mycket stor
noggrannhet.
En tappmaskin av mindre dimensioner och enklare
konstruktion än den föregående visar fig. 108. Den
är avsedd för skärning av alla slags tappar till såväl
byggnadssnickerier som möbler. Bordets
frammatning sker för hand och är lättgående, enär det löper
på rullar och styres medelst ansättbara linealer.
Dess längd är 970 mm. De horisontella spindlarna
lia dubbla kuttrar och kunna i en genomgång skära
170 mm, i två tempon max. 270 mm lång tapp.
Maskinen utföres både för rem- och motordrift saint
kräver 4 à 5 hk.
Fig. 106. Ex. på arbetsstycken.
Jonsereds fabrikers a.-b. tillverkar moderna
parkettmaskinerier för alla olika slag av parkel,t.
Några maskiner tillhörande ett modernt, helt
1110-toriserat parkettmaskineri för tillverkning av vanlig
parkettstav återfinnas här avbildade.
Råstaven riktas på båda sidorna i en rikthyvel
och en hyvelmaskin med synkroniserade matarverk.
Genom att staven bearbetas på bägge sidor kan bästa
sidan utväljas till rätsida, innan staven passerar
par-ketthyvel, fig. 109, för bearbetning av under- och
översida samt spåntning och nötning av långsidorna.
I denna boxas även stavens rätsida, som sålunda
erhåller en synnerligen vacker yta. Härefter passerar
staven genom parkett-tappmaskinen, fig. 110, och
kortsidorna späntas och notas. Slutligen borras
stifthålen i en automatisk parkettborrmaskin, fig.
111. För driften av panketthyveln, tappmaskinen
och borrmaskinen erfordras en periodomformare för
att erhålla de förmånligaste hastigheterna på
kuttrarna, med därav följande vackra snitt, trots höga
matningshastigheter. Produktionskapaciteten för ett,
dylikt maskineri är i genomsnitt 25 000—30 000
vanliga kortstavar av hårdträ per 8 timmar, motsvarande
en årsproduktion av ungefär 90 000 kvm. Genom
lämpliga transportanordningar mellan maskinerna
nedbringas antalet erforderlig personal för mask i ne
riets skötsel till 3 à 4 man.
Parketthyveln, fig. 109, har ej mindre än sex olika
» t t * ? » t - f e
iniwfvyyv’^
Fig. 107. Panel med kontaktorer och säkringar.
316
25 juli 1936
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}