
Full resolution (JPEG) - On this page / på denna sida - Häfte 43. 24 okt. 1936 - Påläggsvetsning vid förbättring av spårväxelkorsningar och rälsändar, av Bo Gorthon
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
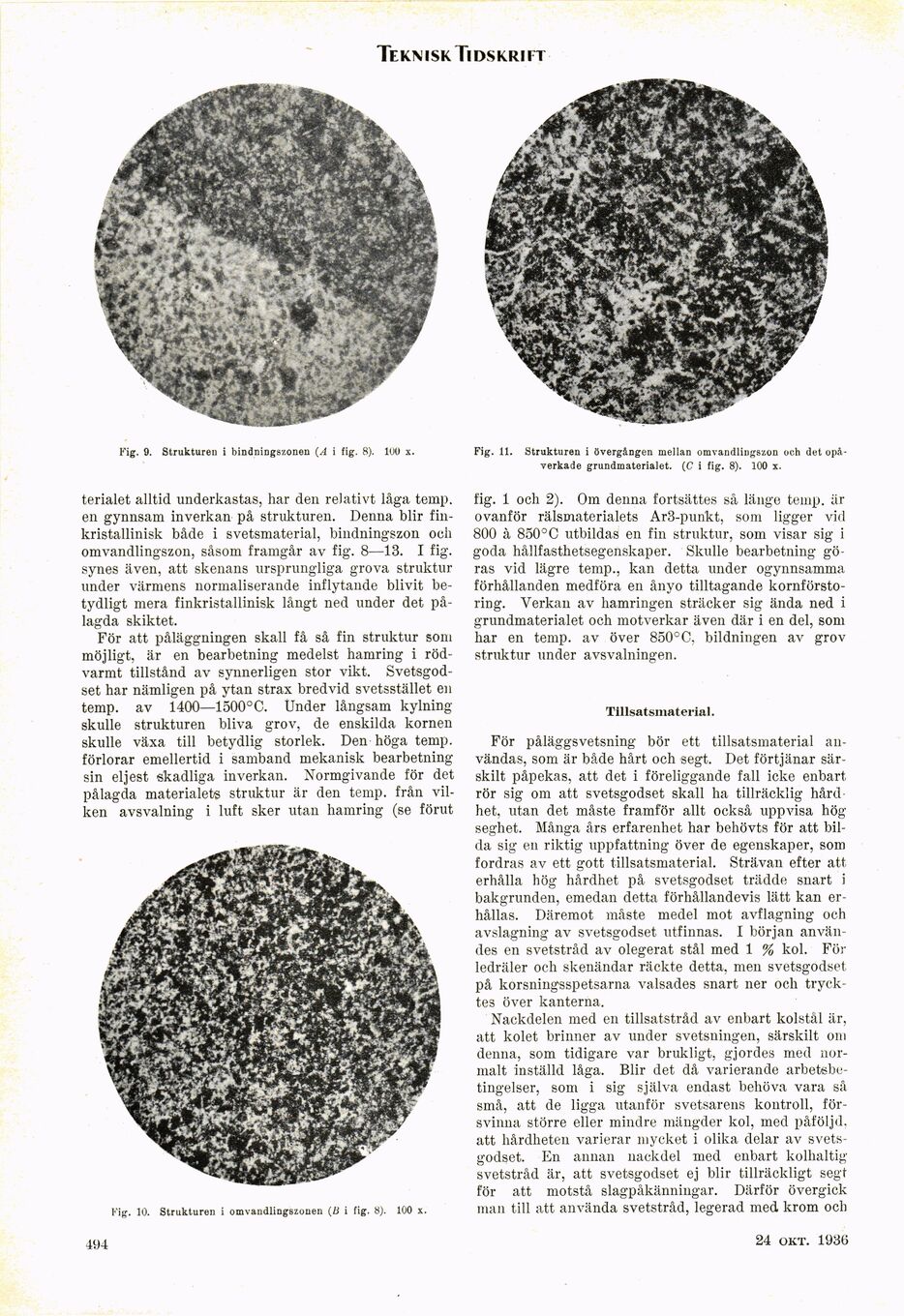
Fig. 9. Strukturen i bindningszonen (A i fig. 8). 1UO x.
terialet alltid underkastas, har den relativt låga temp.
en gynnsam inverkan på strukturen. Denna blir
fin-kristallinisk både i svetsmaterial, bindningszon och
omvandlingszon, såsom framgår av fig. 8—13. I fig.
synes även, att skenans ursprungliga grova struktur
under värmens normaliserande inflytande blivit
betydligt mera finkristallinisk långt ned under det
pålagda skiktet.
För att påläggningen skall få så fin struktur som
möjligt, är en bearbetning medelst hamring i
röd-varmt tillstånd av synnerligen stor vikt.
Svetsgod-set har nämligen på ytan strax bredvid svetsstället en
temp. av 1400—1500°C. Under långsam kylning
skulle strukturen bliva grov, de enskilda kornen
skulle växa till betydlig storlek. Den höga temp.
förlorar emellertid i samband mekanisk bearbetning
sin eljest skadliga inverkan. Normgivande för det
pålagda materialets struktur är den temp. från
vilken avsvalning i luft sker utan hamring (se förut
Fig. 10. Strukturen i omvandlingszonen (B i fig. 8). 100 x.
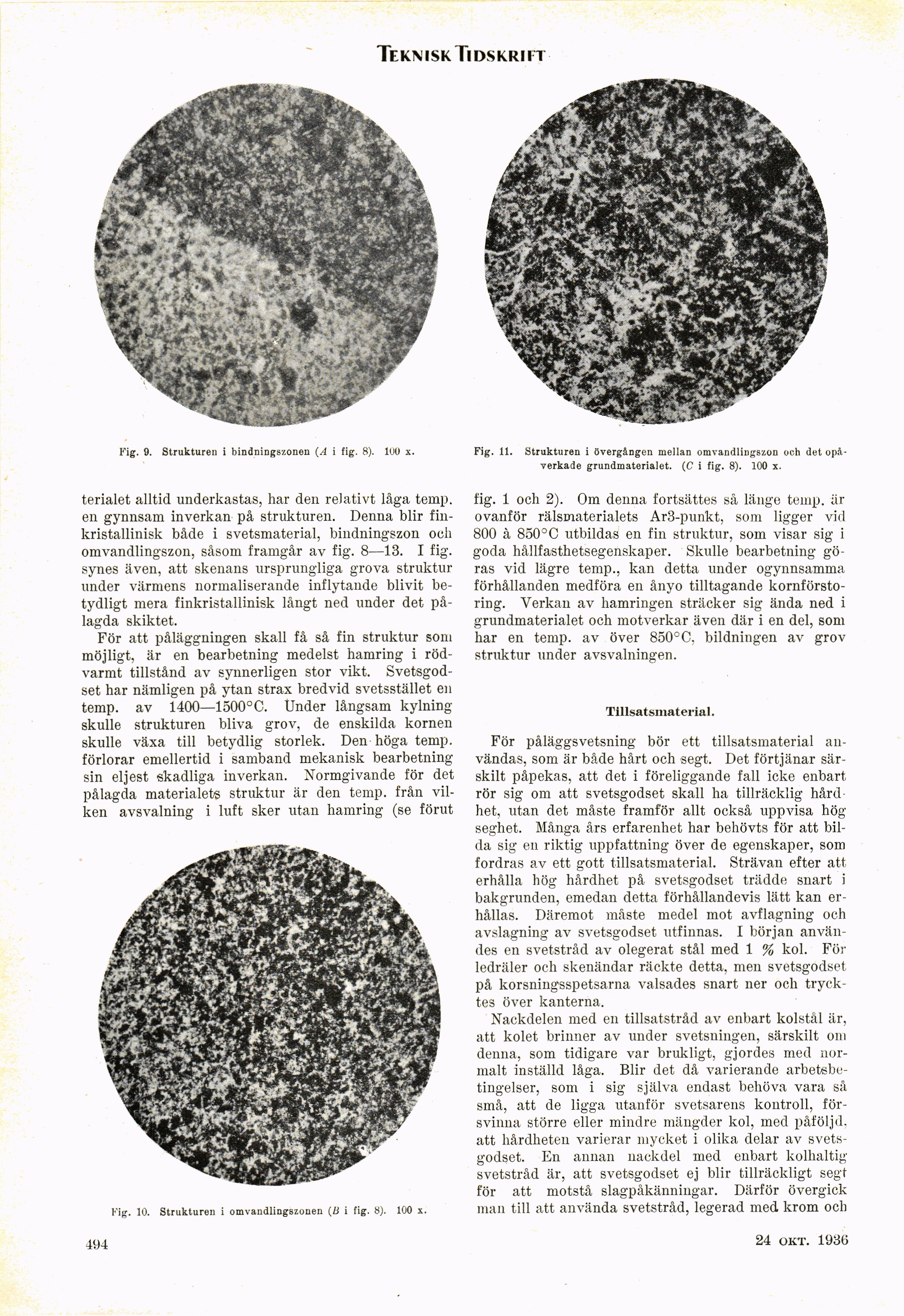
Fig. 11. Strukturen i övergången mellan omvandlingBzon och det
opåverkade grundmaterialet. (C i fig. 8). 100 x.
fig. 1 och 2). Om denna fortsattes så länge temp. är
ovanför rälsmaterialets Ar3-punkt, som ligger vid
800 à 850°C utbildas en fin struktur, som visar sig i
goda hållfasthetsegenskaper. Skulle bearbetning
göras vid lägre temp., kan detta under ogynnsamma
förhållanden medföra en ånyo tilltagande
kornförstoring. Verkan av hamringen sträcker sig ända ned i
grundmaterialet och motverkar även där i en del, som
har en temp. av över 850°C, bildningen av grov
struktur under avsvalningen.
Tillsatsmaterial.
För påläggsvetsning bör ett tillsatsmaterial
användas, som är både hårt och segt, Det förtjänar
särskilt påpekas, att det i föreliggande fall icke enbart
rör sig om att svetsgodset skall ha tillräcklig hård
het, utan det måste framför allt också uppvisa hög
seghet. Många års erfarenhet har behövts för att
bilda sig en riktig uppfattning över de egenskaper, som
fordras av ett gott tillsatsmaterial. Strävan efter att
erhålla hög hårdhet på svetsgodset trädde snart i
bakgrunden, emedan detta förhållandevis lätt kan
erhållas. Däremot måste medel mot avflagning och
avslagning av svetsgodset utfinnas. I början
användes en svetstråd av olegerat stål med 1 % kol. För
ledräler och skenändar räckte detta, men svetsgodset
på korsningsspetsarna valsades snart ner och
trycktes över kanterna.
Nackdelen med en tillsatstråd av enbart kolstål är,
att kolet brinner av under svetsningen, särskilt om
denna, som tidigare var brukligt, gjordes med
normalt inställd låga. Blir det då varierande
arbetsbetingelser, som i sig själva endast behöva vara så
små, att de ligga utanför svetsarens kontroll,
försvinna större eller mindre mängder kol, med påföljd,
att hårdheten varierar mycket i olika delar av
svetsgodset. En annan nackdel med enbart kolhaltig
svetstråd är, att svetsgodset ej blir tillräckligt segt
för att motstå slagpåkänningar. Därför övergick
man till att använda svetstråd, legerad med krom ocli
494
26 sept. 1936
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}