
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
TekniskTidskrift
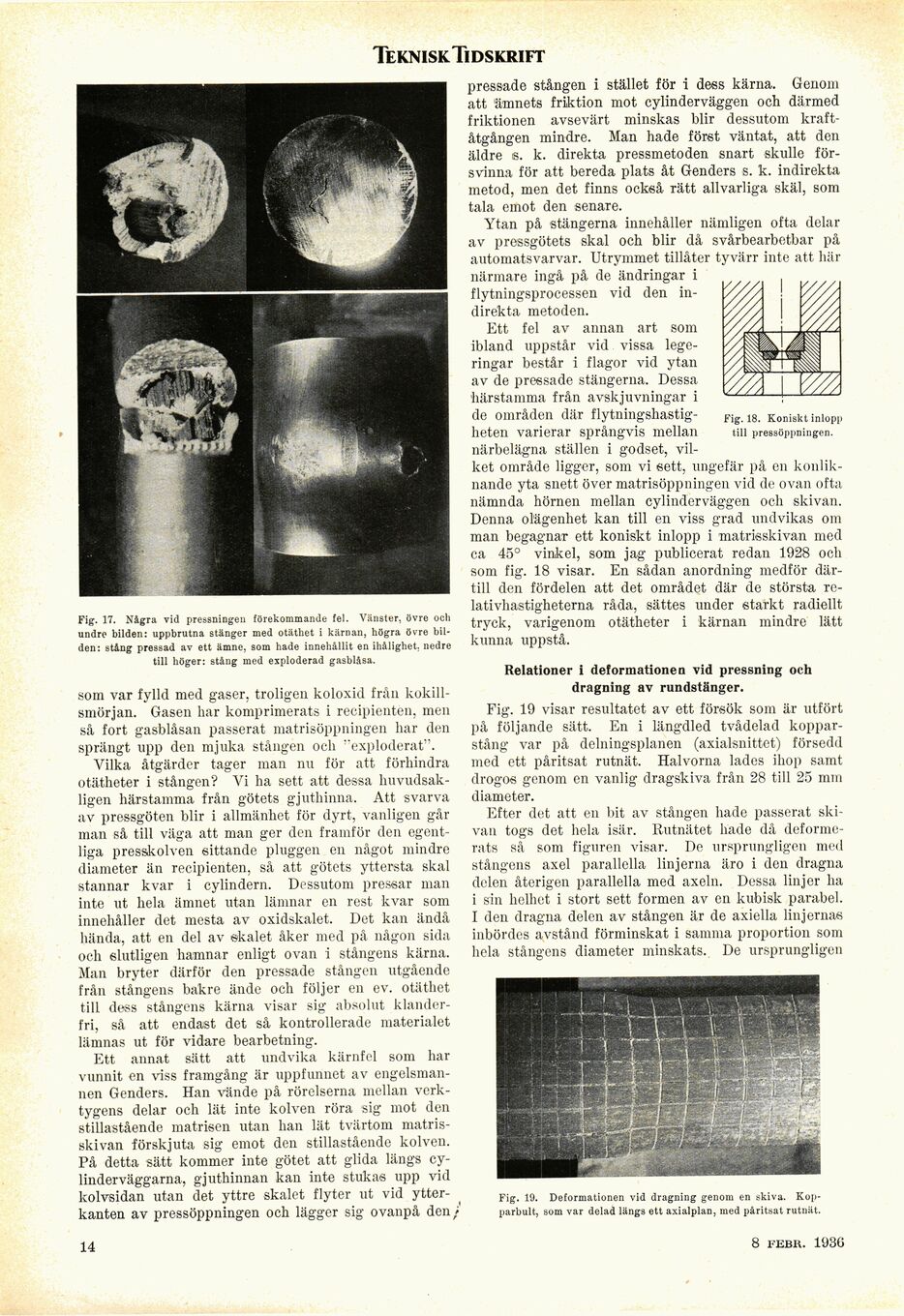
Fig. 17. Några vid pressningen förekommande fel. Vänster, övre och
undre bilden: uppbrutna stänger med otäthet i kärnan, högra övre
bilden: stång pressad av ett ämne, som hade innehållit en ihålighet, nedre
till höger: stång med exploderad gasblåsa.
som var fylld med gaser, troligen koloxid från
kokill-smörjan. Gasen har komprimerats i recipienten, men
så fort gasblåsan passerat matrisöppningen har den
sprängt upp den mjuka stången och "exploderat".
Vilka åtgärder tager man nu för att förhindra
otätheter i stången? Vi ha sett att dessa
huvudsakligen härstamma från götets gjuthinna. Att svarva
av pressgöten blir i allmänhet för dyrt, vanligen går
man så till väga att man ger den framför den
egentliga presskolven sittande pluggen en något mindre
diameter än recipienten, så att götets yttersta skal
stannar kvar i cylindern. Dessutom pressar man
inte ut hela ämnet utan lämnar en rest kvar som
innehåller det mesta av oxidskalet. Det kan ändå
hända, att en del av skalet åker med på någon sida
och slutligen hamnar enligt ovan i stångens kärna.
Man bryter därför den pressade stången utgående
från stångens bakre ände ocli följer en ev. otäthet
till dess stångens kärna visar sig absolut
klanderfri, så att endast det så kontrollerade materialet
lämnas ut för vidare bearbetning.
Ett annat sätt att undvika kärnfel som har
vunnit en viss framgång är uppfunnet av
engelsmannen Genders. Han vände på rörelserna mellan
verktygens delar och lät inte kolven röra sig mot den
stillastående matrisen utan han lät tvärtom
matrisskivan förskjuta sig emot den stillastående kolven.
På detta sätt kommer inte götet att glida längs
cylinderväggarna, gjuthinnan kan inte stukas upp vid
kolvsidan utan det yttre skalet flyter ut vid
ytterkanten av pressöppningen och lägger sig ovanpå den/
pressade stången i stället för i dess kärna. Genom
att ämnets friktion mot cylinderväggen och därmed
friktionen avsevärt minskas blir dessutom
kraftåtgången mindre. Man hade först väntat, att den
äldre is. k. direkta pressmetoden snart skulle
försvinna för att bereda plats åt Genders s. k. indirekta
metod, men det finns också rätt allvarliga skäl, som
tala emot den senare.
Ytan på stängerna innehåller nämligen ofta delar
av pressgötets skal och blir då svårbearbetbar på
automatsvarvar. Utrymmet tillåter tyvärr inte att här
närmare ingå på de ändringar i
flytningsprocessen vid den
indirekta metoden.
Ett fel av annan art som
ibland uppstår vid vissa
legeringar består i flagor vid ytan
av de pressade stängerna. Dessa
’härstamma från avskjuvningar i
de områden där
flytningshastig-heten varierar språngvis mellan
närbelägna ställen i godset,
vilket område ligger, som vi sett, ungefär på en
konlik-nande yta snett över matrisöppningen vid de ovan ofta
nämnda hörnen mellan cylinderväggen och skivan.
Denna olägenhet kan till en viss grad undvikas om
man begagnar ett koniskt inlopp i matrisskivan med
ca 45° vinkel, som jag publicerat redan 1928 och
som fig. 18 visar. En sådan anordning medför
därtill den fördelen att det området där de största
re-lativhastigheterna råda, sättes under starkt radiellt
tryck, varigenom otätheter i kärnan mindre lätt
kunna uppstå.
Relationer i deformationen vid pressning och
dragning av rundstänger.
Fig. 19 visar resultatet av ett försök som är utfört
på följande sätt. En i längdled tvådelad
kopparstång var på delningsplanen (axialsnittet) försedd
med ett påritsat rutnät. Halvorna lades ihop samt
drogos genom en vanlig dragskiva från 28 till 25 mm
diameter.
Efter det att en bit av stången hade passerat
skivan togs det hela isär. Rutnätet hade då
deformerats så som figuren visar. De ursprungligen med
stångens axel parallella linjerna äro i den dragna
delen återigen parallella med axeln. Dessa linjer lia
i sin helhet i stort sett formen av en kubisk parabel.
I den dragna delen av stången är de axiella linjernas
inbördes avstånd förminskat i samma proportion som
hela stångens diameter minskats. De ursprungligen
Fig. 19. Deformationen vid dragning genom en skiva.
Kop-parbult, som var delad längs ett axialplan, med påritsat rutnät.
14 8 febh. 193g
Fig. 18. Koniskt inlopp
till pressöppningen.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}