
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Bergsvetenskap
resultat, att en synnerligen effektiv och
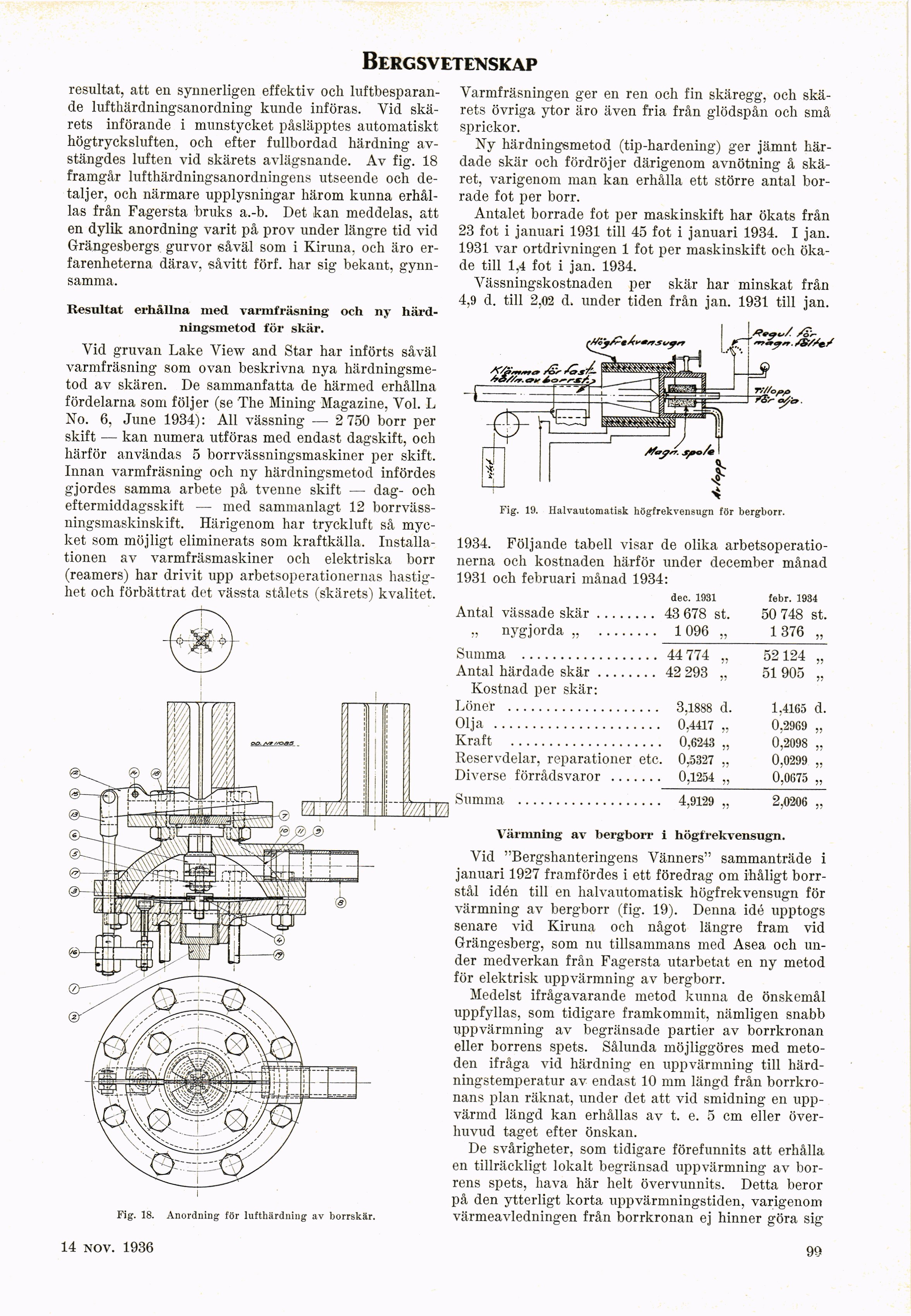
luftbesparan-de lufthärdningsanordning kunde införas. Yid
skärets införande i munstycket påsläpptes automatiskt
högtrycksluften, och efter fullbordad härdning
avstängdes luften vid skärets avlägsnande. Av fig. 18
framgår lufthärdningsanordningens utseende och
detaljer, och närmare upplysningar härom kunna
erhållas från Fagersta bruks a.-b. Det kan meddelas, att
en dylik anordning varit på prov under längre tid vid
Grängesbergs gurvor såväl som i Kiruna, och äro
erfarenheterna därav, såvitt förf. har sig bekant,
gynnsamma.
Resultat erhållna med varmfräsning och ny
härdningsmetod för skär.
Vid gruvan Lake View and Star har införts såväl
varmfräsning som ovan beskrivna nya
härdningsme-tod av skären. De sammanfatta de härmed erhållna
fördelarna som följer (se The Mining Magazine, Vol. L
No. 6, June 1934): Ali vässning — 2 750 borr per
skift — kan numera utföras med endast dagskift, och
härför användas 5 borrvässningsmaskiner per skift.
Innan varmfräsning och ny härdningsmetod infördes
gjordes samma arbete på tvenne skift — dag- och
eftermiddagsskift — med sammanlagt 12
borrväss-ningsmaskinskift. Härigenom har tryckluft så
mycket som möjligt eliminerats som kraftkälla.
Installationen av varmfräsmaskiner och elektriska borr
(reamers) har drivit upp arbetsoperationernas
hastighet och förbättrat det vässta stålets (skärets) kvalitet.
Varmfräsningen ger en ren och fin skäregg, och
skärets övriga ytor äro även fria från glödspån och små
sprickor.
Ny härdningsmetod (tip-hardening) ger jämnt
härdade skär och fördröjer därigenom avnötning å
skäret, varigenom man kan erhålla ett större antal
borrade fot per borr.
Antalet borrade fot per maskinskift har ökats från
23 fot i januari 1931 till 45 fot i januari 1934. I jan.
1931 var ortdrivningen 1 fot per maskinskift och
ökade till 1,4 fot i jan. 1934.
Vässningskostnaden per skär har minskat från
4,9 d. till 2,02 d. under tiden från jan. 1931 till jan.
■tfcy/r-e
^fOf/ /oV-
Fig. 18. Anordning för lufthärdning av borrskär.
Fig. 19. Halvautomatisk högfrekvensugn för bergborr.
1934. Följande tabell visar de olika
arbetsoperatio-nerna och kostnaden härför under december månad
1931 och februari månad 1934:
dec. 1931 febr. 1934
Antal vässade skär........ 43 678 st. 50 748 st.
„ nygjorda „ ........ 1096 „ 1376 „
Summa .................. 44 774 „ 52124 „
Antal härdade skär........ 42 293 „ 51 905 „
Kostnad per skär:
Löner .................... 3,1888 d. 1,4165 d.
Olja ...................... 0,4417 „ 0,2969 „
Kraft .................... 0,6243 „ 0,2098 „
Reservdelar, reparationer etc. 0.5327 ,, 0,0299 „
Diverse förrådsvaror ....... 0,1254 „ 0,0675 „
Summa ................... 4,9129 „ 2,0206 „
Värmning av bergborr i högfrekvensugn.
Vid "Bergshanteringens Vänners" sammanträde i
januari 1927 framfördes i ett föredrag om ihåligt
borrstål idén till en halvautomatisk högfrekvensugn för
värmning av bergborr (fig. 19). Denna idé upptogs
senare vid Kiruna och något längre fram vid
Grängesberg, som nu tillsammans med Asea och
under medverkan från Fagersta utarbetat en ny metod
för elektrisk uppvärmning av bergborr.
Medelst ifrågavarande metod kunna de önskemål
uppfyllas, som tidigare framkommit, nämligen snabb
uppvärmning av begränsade partier av borrkronan
eller borrens spets. Sålunda möjliggöres med
metoden ifråga vid härdning en uppvärmning till
härd-ningstemperatur av endast 10 mm längd från
borrkronans plan räknat, under det att vid smidning en
uppvärmd längd kan erhållas av t. e. 5 cm eller
överhuvud taget efter önskan.
De svårigheter, som tidigare förefunnits att erhålla
en tillräckligt lokalt begränsad uppvärmning av
borrens spets, hava här helt övervunnits. Detta beror
på den ytterligt korta uppvärmningstiden, varigenom
värmeavledningen från borrkronan ej hinner göra sig
14 nov. 1936
99
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}