
Full resolution (JPEG) - On this page / på denna sida - Häfte 18. 1 maj 1937 - Modern gassvetsning tillämpad vid framställning av cylindriska tryckkärl, av H. Spiegelberg
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
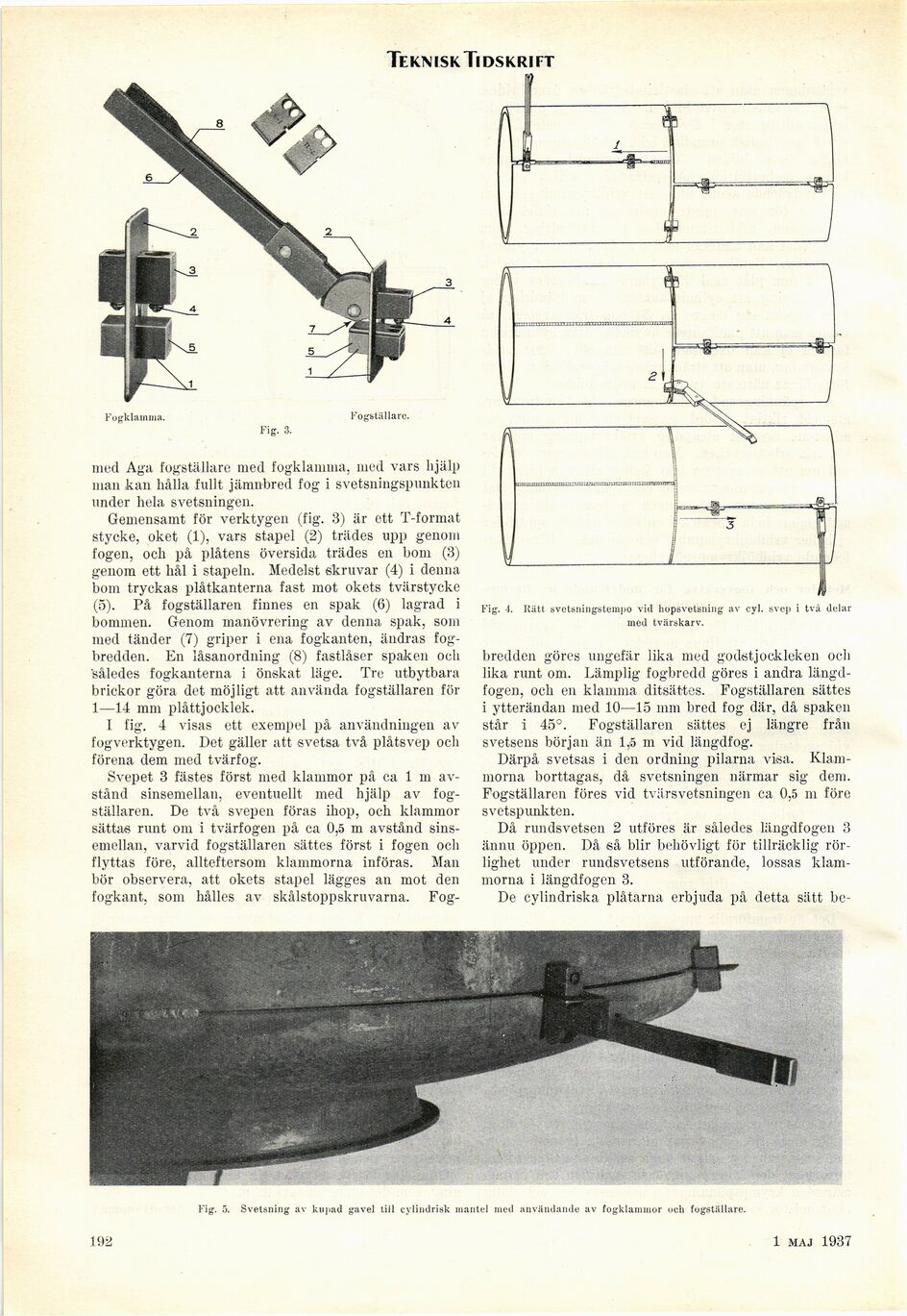
Fogklainma. Fogställare.
Fig. 3.
med Aga fogställare med fogklainma, med vars hjälp
mail kan hålla fullt jämnbred fog i svetsningspunkten
under hela svetsningen.
Gemensamt för verktygen (fig. 3) är ett T-format
stycke, oket (1), vars stapel (2) triides upp genom
fogen, och på plåtens översida trades en bom (3)
genom ett hål i stapeln. Medelst skruvar (4) i denna
bom tryckas plåtkanterna fast mot okets tvärstycke
(5). På fogställaren finnes en spak (6) lagrad i
bommen. Genom manövrering av denna spak, som
med tänder (7) griper i ena fogkanten, ändras
fogbredden. En låsanordning (8) fastlåser spaken och
’således fogkanterna i önskat läge. Tre utbytbara
brickor göra det möjligt att använda fogställaren för
1—14 mm plåttjocklek.
I fig. 4 visas ett exempel på användningen av
fogverktygen. Det gäller att svetsa två plåtsvep och
förena dem med tvärfog.
Svepet 3 fästes först med klammor på ca 1 m
avstånd sinsemellan, eventuellt med hjälp av
fogställaren. De två svepen föras ihop, och klammor
sättas runt om i tvärfogen på ca 0,5 m avstånd
sinsemellan, varvid fogställaren sättes först i fogen och
flyttas före, allteftersom klämmorna införas. Man
bör observera, att okets stapel lägges an mot den
fogkant, som hålles av skålstoppskruvarna. Fog-
Fig. 4. Rätt svetsningstempo vid hopsvetsning av cyl. svep i tvä delar
med tvärskarv.
bredden göres ungefär lika med godstjockleken och
lika runt om. Lämplig fogbredd göres i andra
längdfogen, och en klamnia ditsättes. Fogställaren sättes
i ytterändan med 10—15 mm bred fog där, då spaken
står i 45°. Fogställaren sättes ej längre från
svetsens början än 1,5 m vid längdfog.
Därpå svetsas i den ordning pilarna visa.
Klämmorna borttagas, då svetsningen närmar sig dem.
Fogställaren föres vid tvärsvetsningen ca 0,5 ni före
svetspunkten.
Då rundsvetsen 2 utföres är således längdfogen 3
ännu öppen. Då så blir behövligt för tillräcklig
rörlighet under rundsvetsens utförande, lossas
klämmorna i längdfogen 3.
De cylindriska plåtarna erbjuda på detta sätt be-
Fig. 5. Svetsning av kupad gavel till cylindrisk mantel med användande av fogklammor och fogställare.
192
29 maj 1937
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}