
Full resolution (JPEG) - On this page / på denna sida - Häfte 38. 18 sept. 1937 - Nya arbetsmaskiner på Leipzigermässan 1937, av E. Lundgren
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
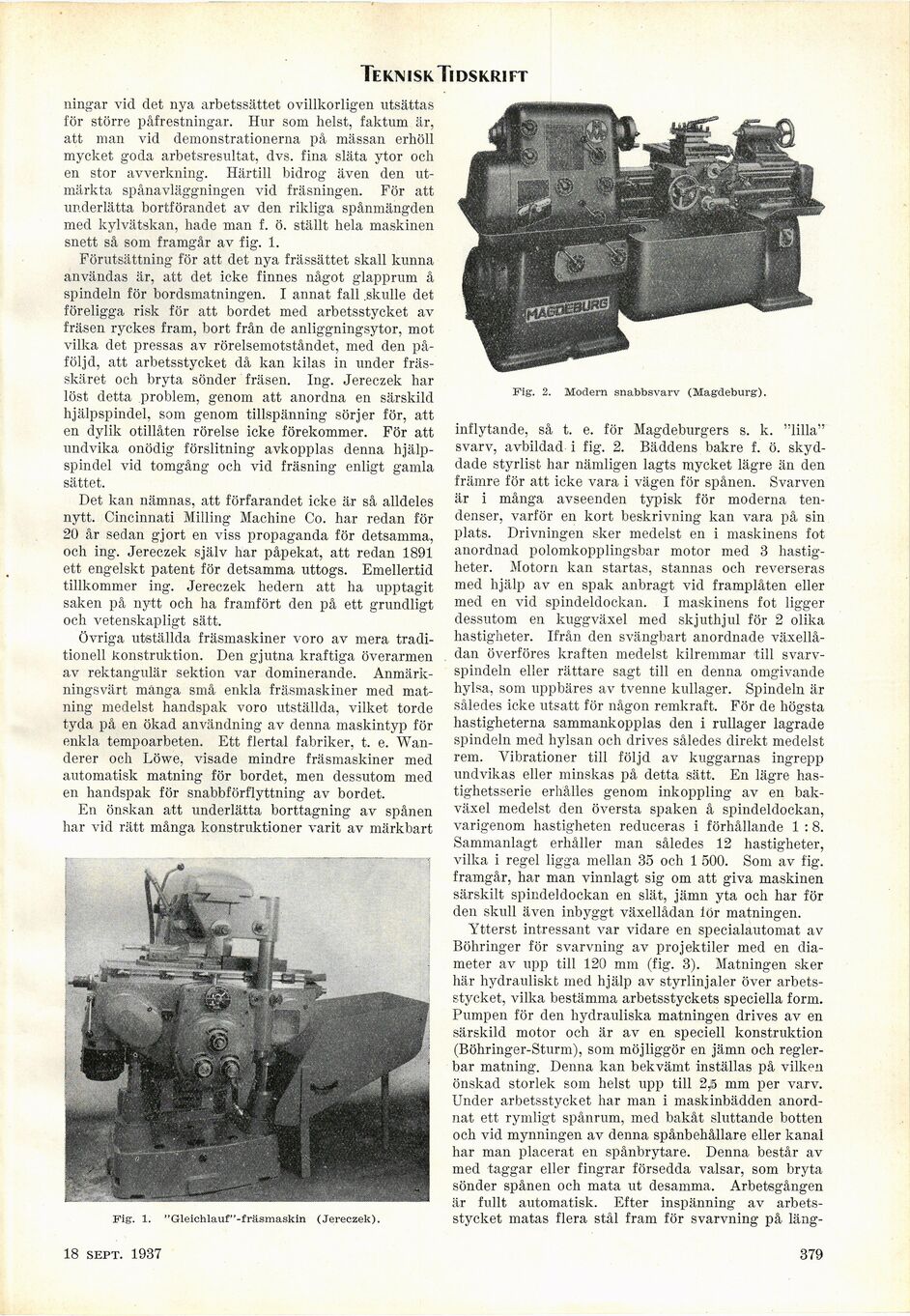
ningar vid det nya arbetssättet ovillkorligen utsättas
för större påfrestningar. Hur som helst, faktum är,
att man vid demonstrationerna på mässan erhöll
mycket goda arbetsresultat, dvs. fina släta ytor och
en stor avverkning. Härtill bidrog även den
utmärkta spånavläggningen vid fräsningen. För att
underlätta bortförandet av den rikliga spånmängden
med kylvätskan, hade man f. ö. ställt hela maskinen
snett så som framgår av fig. 1.
Förutsättning för att det nya frässättet skall kunna
användas är, att det icke finnes något glapprum å
spindeln för bordsmatningen. I annat fall .skulle det
föreligga risk för att bordet med arbetsstycket av
fräsen ryckes fram, bort från de anliggningsytor, mot
vilka det pressas av rörelsemotståndet, med den
påföljd, att arbetsstycket då kan kilas in under
fräs-skäret och bryta sönder fräsen. Ing. Jereczek har
löst detta problem, genom att anordna en särskild
hjälpspindel, som genom tillspänning sörjer för, att
en dylik otillåten rörelse icke förekommer. För att
undvika onödig förslitning avkopplas denna
hjälpspindel vid tomgång och vid fräsning enligt gamla
sättet.
Det kan nämnas, att förfarandet icke är så alldeles
nytt. Cincinnati Milling Machine Co. har redan för
20 år sedan gjort en viss propaganda för detsamma,
och ing. Jereczek själv har påpekat, att redan 1891
ett engelskt patent för detsamma uttogs. Emellertid
tillkommer ing. Jereczek hedern att ha upptagit
saken på nytt och ha framfört den på ett grundligt
och vetenskapligt sätt.
Övriga utställda fräsmaskiner voro av mera
traditionell konstruktion. Den gjutna kraftiga överarmen
av rektangulär sektion var dominerande.
Anmärkningsvärt många små enkla fräsmaskiner med
matning medelst handspak voro utställda, vilket torde
tyda på en ökad användning av denna maskintyp för
enkla tempoarbeten. Ett flertal fabriker, t. e.
Wanderer och Löwe, visade mindre fräsmaskiner med
automatisk matning för bordet, men dessutom med
en handspak för snabbförflyttning av bordet.
En önskan att underlätta borttagning av spånen
har vid rätt många konstruktioner varit av märkbart
Fig. 1. "Gleichlauf"-fräsmaskin (Jereczek).
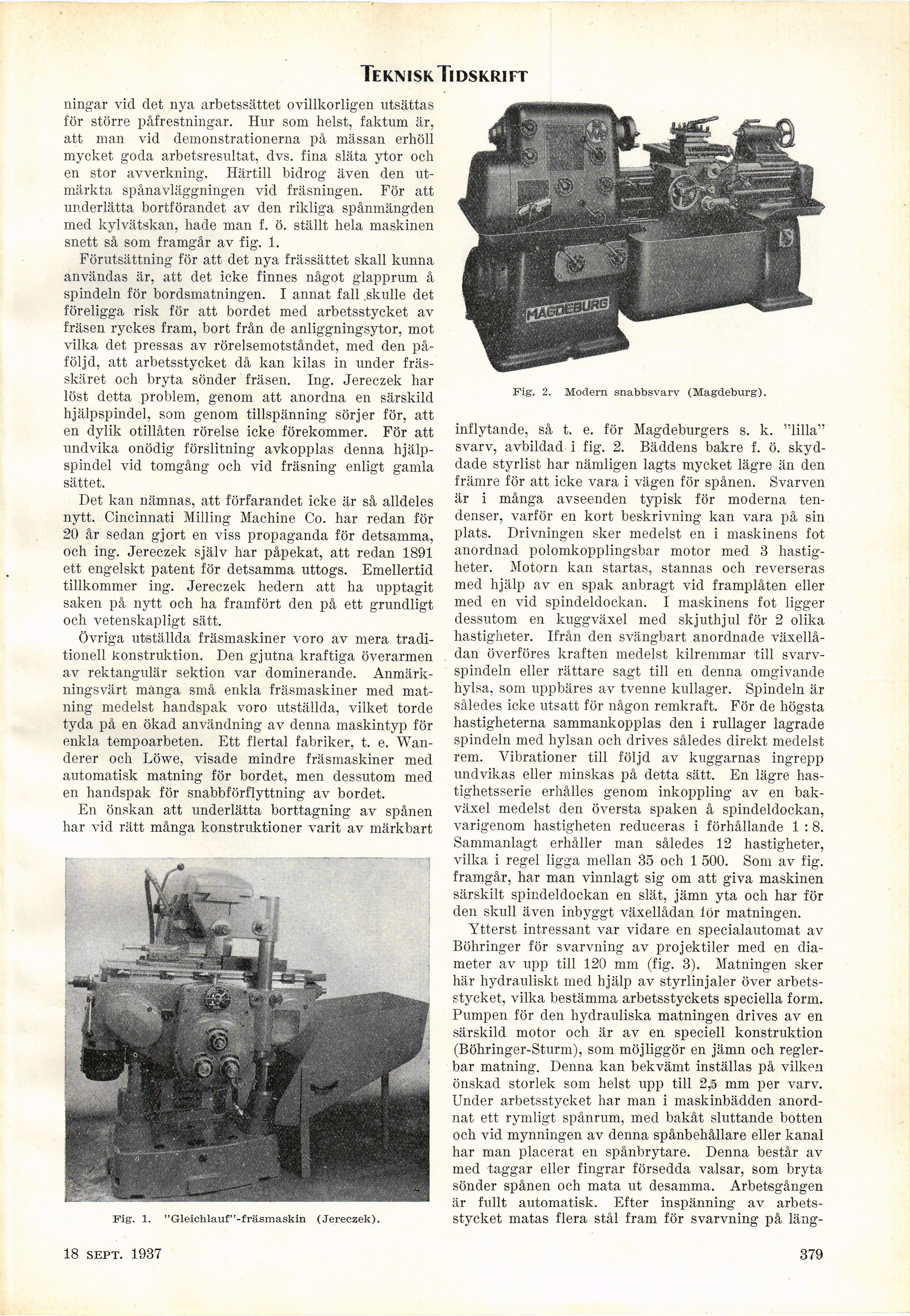
Fig-. 2. Modern snabbsvarv (Magdeburg).
inflytande, så t. e. för Magdeburgers s. k. ’lilla"
svarv, avbildad i fig. 2. Bäddens bakre f. ö.
skyddade styrlist har nämligen lagts mycket lägre än den
främre för att icke vara i vägen för spånen. Svarven
är i många avseenden typisk för moderna
tendenser, varför en kort beskrivning kan vara på sin
plats. Drivningen sker medelst en i maskinens fot
anordnad polomkopplingsbar motor med 3
hastigheter. Motorn kan startas, stannas och reverseras
med hjälp av en spak anbragt vid framplåten eller
med en vid spindeldockan. I maskinens fot ligger
dessutom en kuggväxel med skjuthjul för 2 olika
hastigheter. Ifrån den svängbart anordnade
växellådan överföres kraften medelst kilremmar till
svarvspindeln eller rättare sagt till en denna omgivande
hylsa, som uppbäres av tvenne kullager. Spindeln är
således icke utsatt för någon remkraft. För de högsta
hastigheterna sammankopplas den i rullager lagrade
spindeln med hylsan och drives således direkt medelst
rem. Vibrationer till följd av kuggarnas ingrepp
undvikas eller minskas på detta sätt. En lägre
hastighetsserie erhålles genom inkoppling av en
bakväxel medelst den översta spaken å spindeldockan,
varigenom hastigheten reduceras i förhållande 1 :8.
Sammanlagt erhåller man således 12 hastigheter,
vilka i regel ligga mellan 35 och 1 500. Som av fig.
framgår, har man vinnlagt sig om att giva maskinen
särskilt spindeldockan en slät, jämn yta och har för
den skull även inbyggt växellådan lör matningen.
Ytterst intressant var vidare en specialautomat av
Böhringer för svarvning av projektiler med en
diameter av upp till 120 mm (fig. 3). Matningen sker
här hydrauliskt med hjälp av styrlinjaler över
arbetsstycket, vilka bestämma arbetsstyckets speciella form.
Pumpen för den hydrauliska matningen drives av en
särskild motor och är av en speciell konstruktion
(Böhringer-Sturm), som möjliggör en jämn och
reglerbar matning. Denna kan bekvämt inställas på vilken
önskad storlek som helst upp till 2^5 mm per varv.
Under arbetsstycket har man i maskinbädden
anordnat ett rymligt spånrum, med bakåt sluttande botten
och vid mynningen av denna spånbehållare eller kanal
har man placerat en spånbrytare. Denna består av
med taggar eller fingrar försedda valsar, som bryta
sönder spånen och mata ut desamma. Arbetsgången
är fullt automatisk. Efter inspänning av
arbetsstycket matas flera stål fram för svarvning på läng-
18 sept. 1937
379
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}