
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Automobil-och Motorteknik
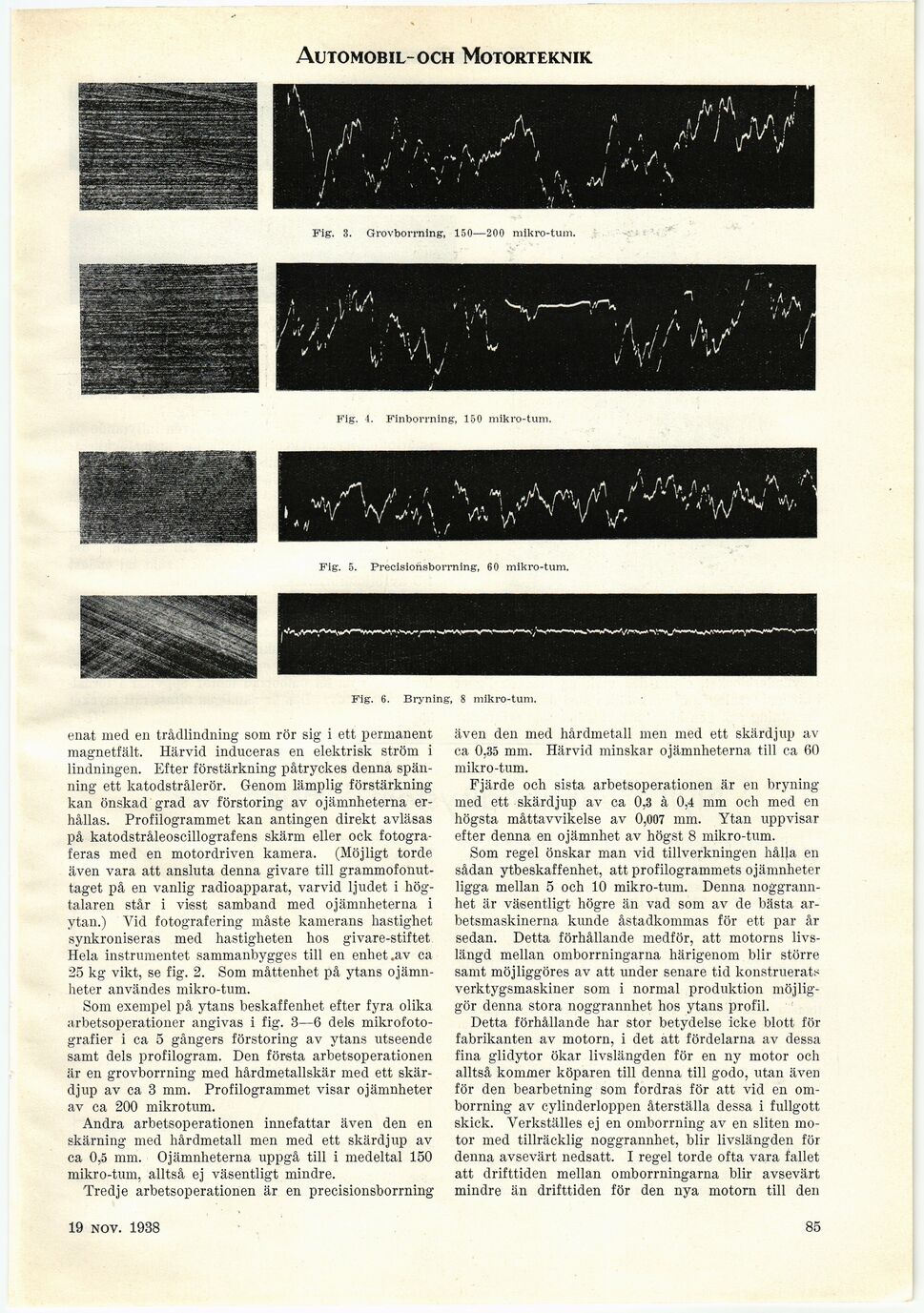
Fig. 3. Grovborrning, 150—200 mikro-tum.
Fig. 4. Finborrning, 150 mikro-tum.
Fig. 5. Precisiorisborming, 60 mikro-tum.
Fig. 6. Bryning, 8 mikro-tum.
enat med en trådlindning som rör sig i ett permanent
magnetfält, Härvid induceras en elektrisk ström i
lindningen. Efter förstärkning påtryckes denna
spänning ett katodstrålerör. Genom lämplig förstärkning
kan önskad grad av förstoring av ojämnheterna
erhållas. Profilogrammet kan antingen direkt avläsas
på katodstråleoscillografens skärm eller ock
fotograferas med en motordriven kamera. (Möjligt torde
även vara att ansluta denna givare till
grammofonuttaget på en vanlig radioapparat, varvid ljudet i
högtalaren står i visst samband med ojämnheterna i
ytan.) Yid fotografering måste kamerans hastighet
synkroniseras med hastigheten hos givare-stiftet
Hela instrumentet sammanbygges till en enhet .av ca
25 kg vikt, se fig. 2. Som måttenhet på ytans
ojämnheter användes mikro-tum.
Som exempel på ytans beskaffenhet efter fyra olika
arbetsoperationer angivas i fig. 3—6 dels
mikrofotografier i ca 5 gångers förstoring av ytans utseende
samt dels profilogram. Den första arbetsoperationen
är en grovborrning med hårdmetallskär med ett
skärdjup av ca 3 mm. Profilogrammet visar ojämnheter
av ca 200 mikrotum.
Andra arbetsoperationen innefattar även den en
skärning med hårdmetall men med ett skärdjup av
ca 0,5 mm. Ojämnheterna uppgå till i medeltal 150
mikro-tum, alltså ej väsentligt mindre.
Tredje arbetsoperationen är en precisionsborrning
även den med hårdmetall men med ett skärdjup av
ca 0,35 mm. Härvid minskar ojämnheterna till ca 60
mikro-tum.
Fjärde och sista arbetsoperationen är en bryning
med ett skärdjup av ca 0,3 à 0,4 mm och med en
högsta måttavvikelse av 0,007 mm. Ytan uppvisar
efter denna en ojämnhet av högst 8 mikro-tum.
Som regel önskar man vid tillverkningen hålla en
sådan ytbeskaffenhet, att profilogrammets ojämnheter
ligga mellan 5 och 10 mikro-tum. Denna
noggrannhet är väsentligt högre än vad som av de bästa
arbetsmaskinerna kunde åstadkommas för ett par år
sedan. Detta förhållande medför, att motorns
livslängd mellan omborrningarna härigenom blir större
samt möjliggöres av att under senare tid konstruerats
verktygsmaskiner som i normal produktion
möjliggör denna stora noggrannhet hos ytans profil.
Detta förhållande har stor betydelse icke blott för
fabrikanten av motorn, i det att fördelarna av dessa
fina glidytor ökar livslängden för en ny motor och
alltså kommer köparen till denna till godo, utan även
för den bearbetning som fordras för att vid en
om-borrning av cylinderloppen återställa dessa i fullgott
skick. Verkställes ej en omborrning av en sliten
motor med tillräcklig noggrannhet, blir livslängden för
denna avsevärt nedsatt. I regel torde ofta vara fallet
att drifttiden mellan omborrningarna blir avsevärt
mindre ån drifttiden för den nya motorn till den
19 mars 1938
85
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}