
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Mekanik.
11. Jag skall icke nu upptaga tiden med att
redogöra för hurusom man i Svedala kommit att syssla
med varjehanda konstruktionsproblem på en
mångfald andra områden. De bilder, jag nu ämnar visa
torde illustrera konstruktionsarbetets mångsidighet i
någon mån.
(Av det hundratal bilder, som demonstrerades i
föredraget, har med hänsyn till utrymmet endast ett
urval av de mest betecknande kunnat medtagas i den
här följande beskrivningen.)
Fig. 1 visar ett murtegelmaskineri av senaste
konstruktion, bestående av dubbelt valsverk,
formmaskin och automatiskt avskärningsbord. Det
översta valsparet är stenavskiljande. De båda valsarnas
härför avsedda gängor sluta tätt mot varandra. I
nedersta valsparet har den ena valsen större
hastighet än den andra, vilket gör att leran icke blott
klämmes utan även knådas mellan valsarna. Dessutom
förskjutes den ena valsen fram och åter i axiell led,
varigenom uppkomsten av ränder i valsarna
förhindras och avnötningen blir jämn utefter valsarnas
hela längd. Formmaskinen utmärker sig bland annat
genom inbyggd kuggväxel löpande i olja, kullager,
pansrade bearbetningsknivar och navlös
utmatnings-gänga. Avskärningsbordet ä.r -särskilt intressant
genom en speciell slirkoppling, som automatiskt sörjer
för att teglen skäras till exakt lika tjocklek, hur än
lersträngens hastighet varierar. Att märka är även
att skärbyglarna lätt kunna utdragas och åter
insättas utan att maskinen behöver stannas, vilket är
av betydelse, då någon skärtråd brister och skall
ersättas.
För underlättande av det nyformade teglets
transport från formmaskinen till torkställningarna, som
vanligen anordnas i flera våningar över brännugnen,
har firman konstruerat en automatisk elevator och
särskild bortsättningsvagn (fig. 2). Elevatorn består
av två jämnlöpande kedjor med utsprång för
uppbärande av de lösa hyllor, på vilka teglet placeras.
Hastigheten är så avpassad, att samtliga hyllor
Fig. 3. Bortsättningsvagn i arbete.
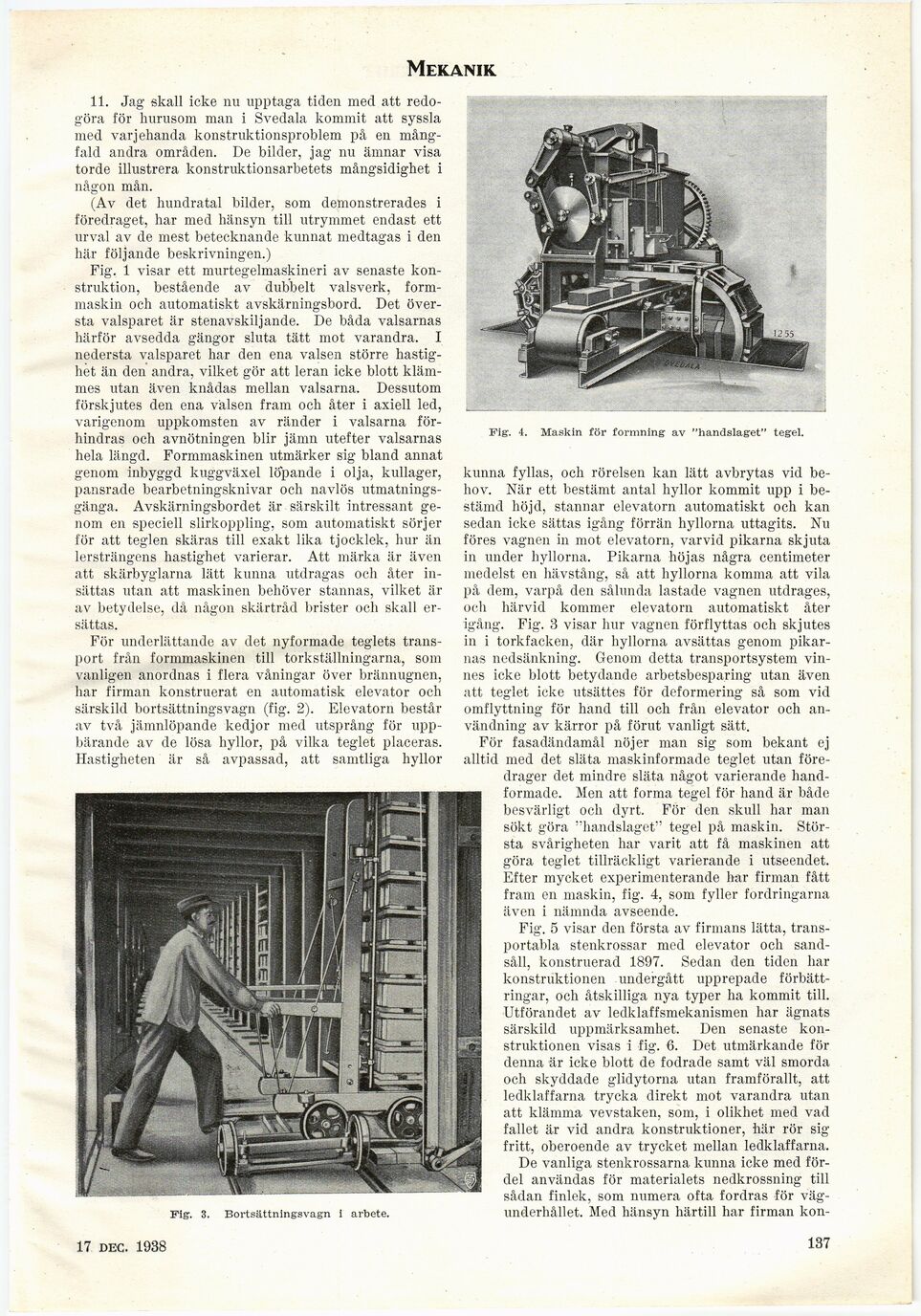
Fig. 4. Maskin för formning av "handslaget" tegel.
kunna fyllas, och rörelsen kan lätt avbrytas vid
behov. När ett bestämt antal hyllor kommit upp i
bestämd höjd, stannar elevatorn automatiskt och kan
sedan icke sättas igång förrän hyllorna uttagits. Nu
föres vagnen in mot elevatorn, varvid pikarna skjuta
in under hyllorna. Pikarna höjas några centimeter
medelst en hävstång, så att hyllorna komma att vila
på dem, varpå den sålunda lastade vagnen utdrages,
och härvid kommer elevatorn automatiskt åter
igång. Fig. 3 visar hur vagnen förflyttas och skjutes
in i torkfacken, där hyllorna avsättas genom
pikarnas nedsänkning. Genom detta transportsystem
vinnes icke blott betydande arbetsbesparing utan även
att teglet icke utsättes för deformering så som vid
omflyttning för hand till och från elevator och
användning av kärror på förut vanligt sätt.
För fasadändamål nöjer man sig som bekant ej
alltid med det släta maskinformade teglet utan
föredrager det mindre släta något varierande
hand-formade. Men att forma tegel för hand är både
besvärligt och dyrt. För den skull har man
sökt göra "handslaget" tegel på maskin.
Största svårigheten har varit att få maskinen att
göra teglet tillräckligt varierande i utseendet.
Efter mycket experimenterande har firman fått
fram en maskin, fig. 4, som fyller fordringarna
även i nämnda avseende.
Fig. 5 visar den första av firmans lätta,
transportabla stenkrossar med elevator och
sandsåll, konstruerad 1897. Sedan den tiden har
konstruktionen undergått upprepade
förbättringar, och åtskilliga nya typer ha kommit till.
Utförandet av ledklaffsmekanismen har ägnats
särskild uppmärksamhet. Den senaste
konstruktionen visas i fig. 6. Det utmärkande för
denna är icke blott de fodrade samt väl smorda
och skyddade glidytorna utan framförallt, att
ledklaffarna trycka direkt mot varandra utan
att klämma vevstaken, som, i olikhet med vad
fallet är vid andra konstruktioner, här rör sig
fritt, oberoende av trycket mellan ledklaffarna.
De vanliga stenkrossarna kunna icke med
fördel användas för materialets nedkrossning till
sådan finlek, som numera ofta fordras för
vägunderhållet. Med hänsyn härtill har firman kon-
17 sept. 1938
137
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}