
Full resolution (JPEG) - On this page / på denna sida - Häfte 17. 29 april 1939 - Svetsade konstruktioner i S. J. stålvagnar, av John Östholm
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
c-zso-ao-s-æ.s
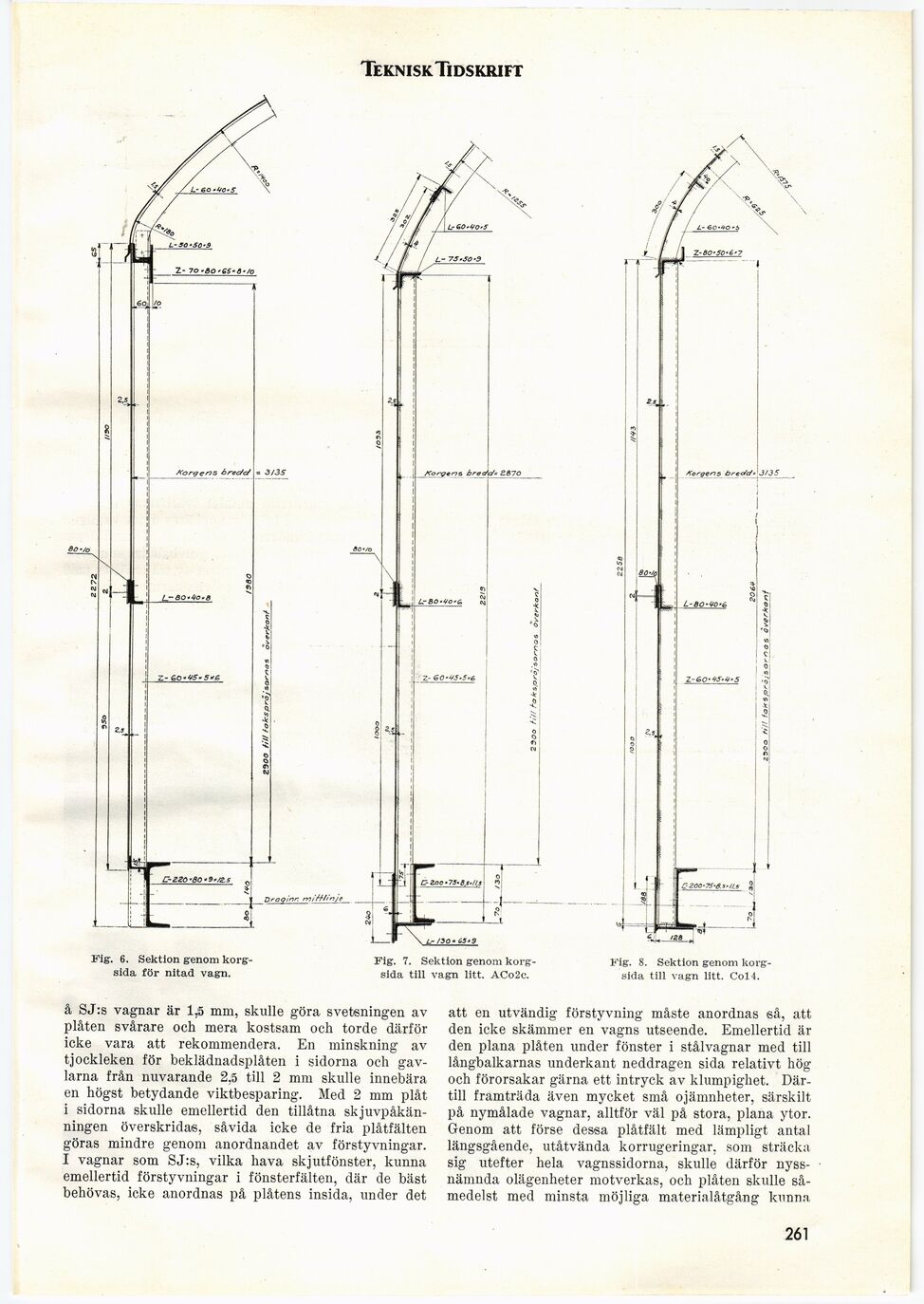
Fig. 6. Sektion genom
korgsida för nitad vagn.
Xorøens bredc/= Z&JO
Fig. 7. Sektion genom
korgsida till vagn litt. ACo2c.
Fig. 8. Sektion genom
korgsida till vagn litt. Col4.
Draoinr. m/Minje
å SJ:s vagnar är 1,5 mm, skulle göra svetsningen av
plåten svårare och mera kostsam och torde därför
icke vara att rekommendera. En minskning av
tjockleken för beklädnadsplåten i sidorna och
gavlarna från nuvarande 2,5 till 2 mm skulle innebära
en högst betydande viktbesparing. Med 2 mm plåt
i sidorna skulle emellertid den tillåtna
skjuvpåkän-ningen överskridas, såvida icke de fria plåtfälten
göras mindre genom anordnandet av förstyvningar.
I vagnar som SJ:s, vilka hava skjutfönster, kunna
emellertid förstyvningar i fönsterfälten, där de bäst
behövas, icke anordnas på plåtens insida, under det
att en utvändig förstyvning måste anordnas så, att
den icke skämmer en vagns utseende. Emellertid är
den plana plåten under fönster i stålvagnar med till
långbalkarnas underkant neddragen sida relativt hög
och förorsakar gärna ett intryck av klumpighet.
Därtill framträda även mycket små ojämnheter, särskilt
på nymålade vagnar, alltför väl på stora, plana ytor.
Genom att förse dessa plåtfält med lämpligt antal
längsgående, utåtvända korrugeringar, som sträcka
sig utefter hela vagnssidorna, skulle därför
nyssnämnda olägenheter motverkas, och plåten skulle
såmedelst med minsta möjliga materialåtgång kunna
261
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}