
Full resolution (JPEG) - On this page / på denna sida - Häfte 31. 5 aug. 1939 - Tekniken som fredsfaktor, av T. Holm - Tillverkning av tennplåt, konservburkar och konserver i U. S. A., av Martin Stenström

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
TekniskTidskrift
Då ovan talas om ingenjörsvetenskapen och dess plikt
mot mänskligheten, syftas på ett tänkt högre
samfund av den västerländska teknikens ledande andar,
en världsteknikens generalstab, vars tänkande ligger
på ett plan ovanför folkens kortsynta kiv och ävlan
och visar hän på för alla kulturfolk gemensamma mål.
De fredliga folkens försvar låter sig väl förena med
denna högre sikt; ja, för dessa folks tekniska
sakkunskap bör det vara högsta plikt att med allt sitt
skarpsinne bistå försvaret mot varje möjlig aggression.
Tillverkning av tennplåt, konservburkar och
konserver i U. S. A.
Av civilingenjör MARTIN STENSTRÖM.
Några intryck från en studieresa i U. S. A. som Sverige Amerika stiftelsens och
Kungl, kommerskollegii stipendiat.
U. S. A. är konservernas förlovade land. Nästan
hälften av världsproduktionen tillverkas där. Som
bekant är den vanligaste formen för konservering att
packa och sterilisera födoämnen i burkar av förtent
järnplåt. Förbrukningen av sådan plåt är enorm,
och av produktionen förbrukar konservindustrien
omkring 60 %. Resten användes till alla slag av
burkar, såsom för tobak, te, kaffe, färger, kemikalier,
kryddor etc., eller också till lock och andra tillbehör
till behållare.
En mycket betydande del av tennproduktionen
åtgår till tennplåttillverkningen. U. S. A. förbrukar
normalt 45 % av världsproduktionen av tenn, och
hälften av denna åtgår till bleckplåtstillverkningen.
Den mesta tennplåten förbrukas inom landet och
endast 10 % exporteras. År 1937 tillverkades
omkring 2,3 mill. metriska ton förtent plåt. Då denna
plåt till 98,5 % utgöres av stål, blir denna
tillverkning en icke föraktlig faktor inom stålindustrien, i
synnerhet som efterfrågan är mycket stadig.
Den amerikanska burktillverkningsindustrien kan
anses vara omkring 100 år gammal. Sedan
fransmannen App,ert’s nya metod att konservera
födoämnen blev mer och mer använd, blev efterfrågan
på burkar större och större. Under det gångna seklet
har en gradvis men icke desto mindre våldsam
utveckling ägt dum. För hundra år sedan tillverkades
burkarna för hand genom lödning. I locket fanns
ott hål, genom vilket innehållet påfylldes. Det
tillslöts sedan genom fastlödning av en förtent platta.
En produktion av 60 burkar i timmen ansågs som
god. Nu har tillverkningen i högsta grad
automatiserats och hastigheten är uppe i 300 burkar i minuten.
Denna utveckling har möjliggjorts genom flera
faktorer. De metallurgiska framstegen under detta
århundrade ha medfört undan för undan förbättrade
kvaliteter på stålet, och numera kan ett synnerligen
likformigt kvalitetsstål erhållas för lågt pris. Under
tiden ha även burktillverkningsmetoderna utvecklats.
Verktygen förbättrades. Falsmaskiner och
automatiska lödmaskiner uppfunnos. År 1885 startades det
första helt automatiska burktillverkningsaggregatet.
Den moderna burktypen tillkom för omkring 40 år
sedan. Förändringen bestod i att locket och bottnen
falsades lufttätt fast på burken, utan att någon
lödning kom till användning.
Ända till 1890-talet tillverkades praktiskt taget
ingen förtent plåt i U. S. A. Man har nämligen icke
gjort några tennfyndigheter där, utan allt tenn kom
från utlandet. Sedan har i skydd av tullar
produktionen raskt stigit, och 1911 upphörde importen och
en export började i stället. Exporten har numera
vuxit till ett värde av 40 mill. dollars.
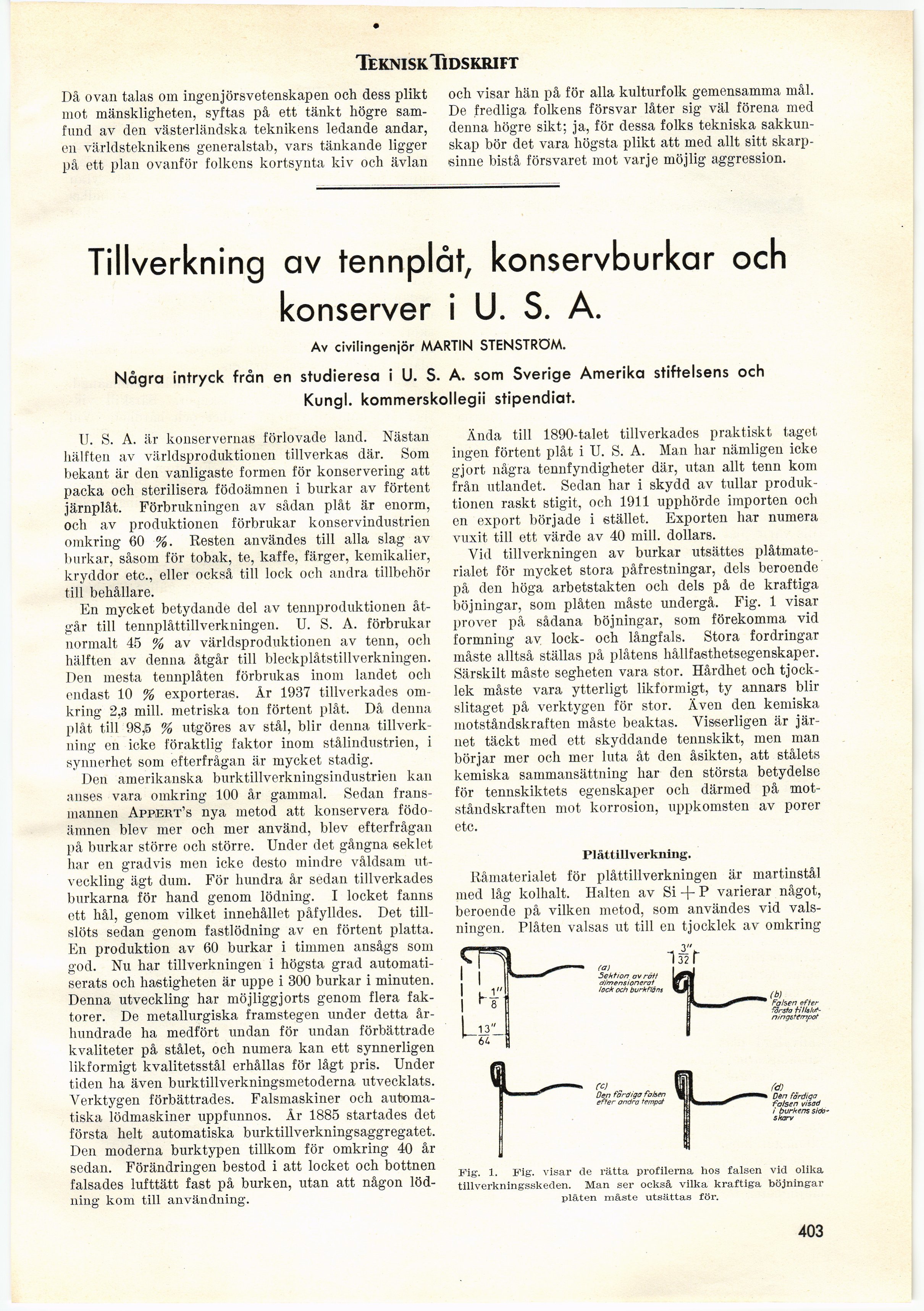
Vid tillverkningen av burkar utsättes
plåtmaterialet för mycket stora påfrestningar, dels beroende
på den höga arbetstakten och dels på de kraftiga
böjningar, som plåten måste undergå. Fig. 1 visar
prover på sådana böjningar, som förekomma vid
formning av lock- och långfals. Stora fordringar
måste alltså ställas på plåtens hållfasthetsegenskaper.
Särskilt måste segheten vara stor. Hårdhet och
tjocklek måste vara ytterligt likformigt, ty annars blir
slitaget på verktygen för stor. Även den kemiska
motståndskraften måste beaktas. Visserligen är
järnet täckt med ett skyddande tennskikt, men man
börjar mer och mer luta åt den åsikten, att stålets
kemiska sammansättning har den största betydelse
för tennskiktets egenskaper och därmed på
motståndskraften mot korrosion, uppkomsten av porer
etc.
Plåttillverkning.
Råmaterialet för plåttillverkningen är martinstål
med låg kolhalt. Halten av Si -f P varierar något,
beroende på vilken metod, som användes vid
valsningen. Plåten valsas ut till en tjocklek av omkring
(a)
Sektion av rott
dimensionerat
lock och burk f/öns
w
t-
(b)
Falsen efter
första
tHkiut-ningsterrrpot
<1__
Cc) n
Den färdiga falsen
efter andra tempot
1
(d)
■ Dön färdiga
falsen visad
i burkens
sido-skarv
Fig\ 1. Fig. visar de rätta profilerna hos falsen vid olika
tillverkningsskeden. Man ser också vilka kraftiga böjningar
plåten måste utsättas för.
403
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}