
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
torn. Från flisstupet matas
flisen medelst en
elektromagnetisk vibrationsmatare ned i
inmatningscylinderns öppning.
Den genom
inmatningscylinderns fyrkantiga
öppning inkommande flisen
pressas av en kolv in i ett
pluggbildningsrör, där den
bildar en solid plugg, som
förhindrar, att ånga
strömmar ut från
defibrerings-aggregatets högtryckskärl.
Där pluggbildningsröret
mynnar ut i den
horisontala förvärmaren, finnes en
klaff, som är viktsbelastad
från utsidan. Denna klaff
utövar ett visst tryck emot
den inkommande
flisplug-gen och bidrager härigenom
att öka friktionen mot
pluggbildningsrörets
väggar. Denna ökning i
friktionen uppstår därigenom,
att flispluggen verkar som
en elastisk cylinder, som —■
när den utsättes för ett
ändtryclc —■ strävar att svälla ut i sidled.
Pluggbildningsröret är dessutom försett med koniska
ur-svarvningar, vända så, att motståndet mot en rörelse
av flispluggen i riktning mot inmatningsöppningen är
större än i andra riktningen. För varje slag, som
in-matningskolven gör bakåt för att hämta nytt material,
får således flispluggen tjäna som ventil emot det
inuti defibratorn härskande ångtrycket. Kolven drives
med en kuggväxel och kommutatormotor, Sel titt den
inmatade materialmängden kan regleras genom en
hastighetsförändring hos motorn.
Detta s. k. plugginmatningssystem besitter två
mycket påtagliga fördelar. För det första: ingen
ångför-lust uppstår, som vid inmatning med slussar, och för
det andra: översynen av läckande boxar och
packningar bortfaller, eftersom vedpluggen själv fungerar
som tätning.
Kolvinmatningen fyller även ett annat ändamål.
När flisen pressas in i pluggbildningsröret, sker detta
under så stort tryck, att en del av vedens fuktighet
pressas ur dess porer och avgår bakåt i glapprummet
mellan kolven och inmatningscylindern. Härigenom
minskas den i defibratorn införda fuktighetsmängden,
vilket ju medför en viss besparing av
uppvärmningsånga.
Om halm, bagasse eller andra voluminösa
växt-fibermaterial skola matas in, måste
kolvinmatnings-anordningen förses med förkompressor för att man
skall kunna uppnå en tillfredsställande fyllning för
varje kolvslag. En sådan förkompressor består av två
bredvid varandra liggande matareskruvar, varav den
ena är höger- och den andra vänstergängad. Dessa
skruvar äro sammankopplade medelst kugghjul, så att
de rotera i motsatta varv. Driften anordnas från
kolvinmatningen, varvid skruvarnas varvtal anpassas till
kolvslagen, så att en lämplig fyllning erhålles.
När materialet har passerat igenom pluggbildnings-
för laboratorieexperimenten använda maskintypen,
ansågs det dock, att en kontinuerligt arbetande typ
borde konstrueras.
En hel del problem av teknisk natur måste härvid
lösas, då metodens omsättning i praktiken erfordrade
en maskinell utrustning av en för trämasseindustrien
helt ny typ.
Huvudproblemen, som då uppställde sig, voro hur
inmatningen av fibermaterialet emot det höga
ångtrycket skulle utföras samt hur utmatningen av det
färdigdefibrerade materialet skulle ske. Maskinens
två andra huvuddelar, förvärmaren och själva
defibra-tororganet, erfordrade konstruktioner, som icke
ansågos innebära så stora svårigheter.
Den första maskinen, typ A, för kontinuerlig
hög-temperatursdefibrering var i gång på sensommaren
1933, och ehuru den väl ansågs möjlig att använda i
industriell drift, vunnos snart sådana erfarenheter, att
den därnäst byggda maskinen, typ B, var en betydlig
förbättring. I typ A hade defibreringsorganen byggts
enligt samma princip som defibreringsorganen i den
första lilla experimentdefibratorn. Det visade sig
emellertid, att det mekaniska defibreringsförloppet
var svårt att kontrollera, varför typ B utfördes som
skivraffinör med en roterande och en fast malskiva.
Den första defibratorn, typ B, kom i gång i juli 1934
och provkördes i Karlstads Mekaniska Werkstads
stora maskinlaboratorium. Den visade sig uppfylla
de fordringar, som ställts på den, och 19 maskiner av
denna typ byggdes under åren 1934—1936.
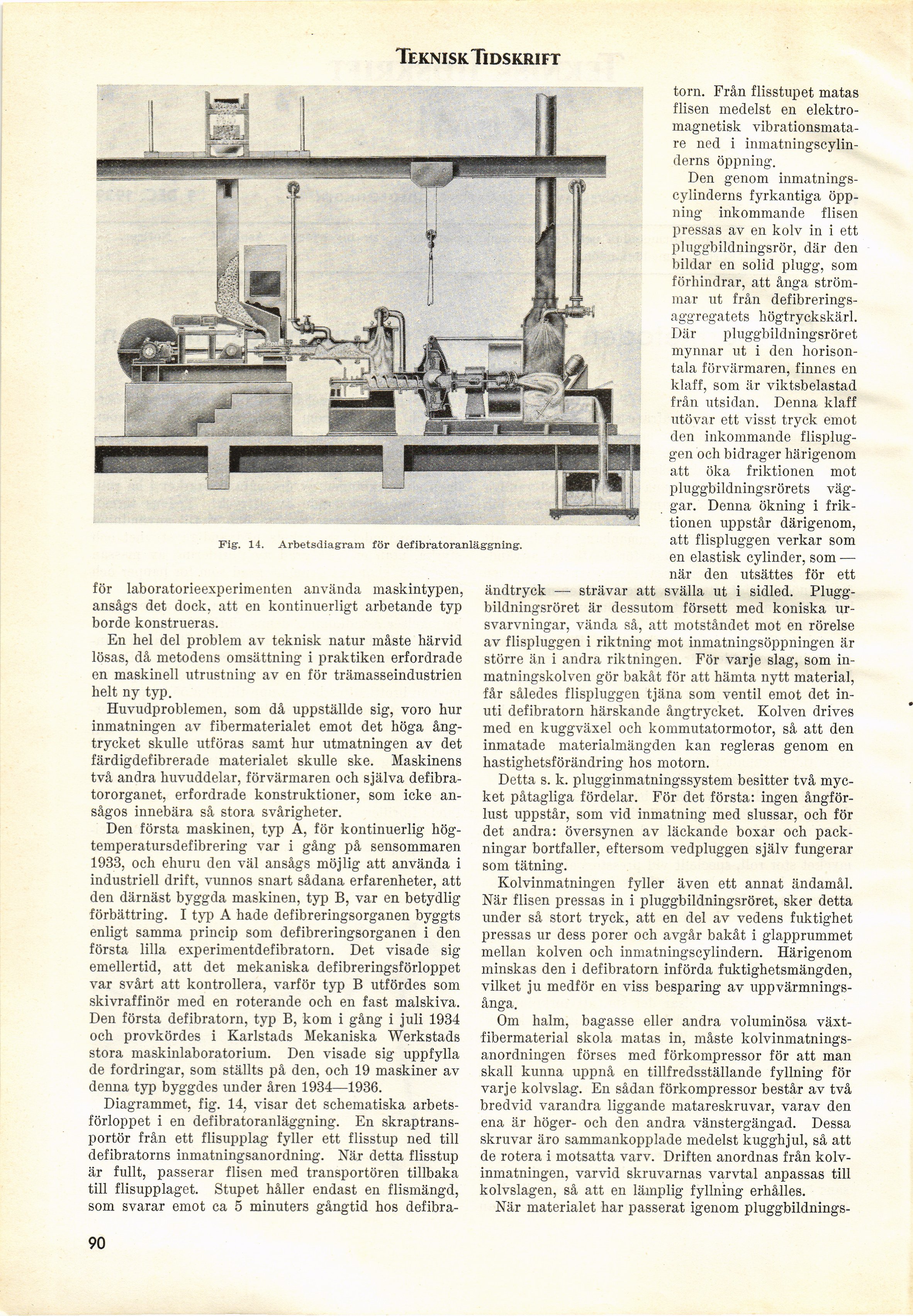
Diagrammet, fig. 14, visar det schematiska
arbetsförloppet i en defibratoranläggning. En
skraptrans-portör från ett flisupplag fyller ett flisstup ned till
defibratorns inmatningsanordning. När detta flisstup
är fullt, passerar flisen med transportören tillbaka
till flisupplaget. Stupet håller endast en flismängd,
som svarar emot ca 5 minuters gångtid hos defibra-
Fig. 14. Arbetsdiagram för defibratoranläggning.
90
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}