
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
1. Styranordningar.
Styranordningarna kunna vara principiellt olika
beroende på arbetsstyckenas och fogarnas form och
utseende. Vill man göra en uppdelning av dessa,
kan detta ske efter hur automat och arbetsstycke i
de olika fallen röra sig i förhållande till varandra.
HÅR DA DB SPETSAR
Fig. 10. Styrskena för svetsvagn att
placeras direkt på arbetsstycket. Fig- 11. Arbetsstycket utgör löpbana för svetsvagnen.
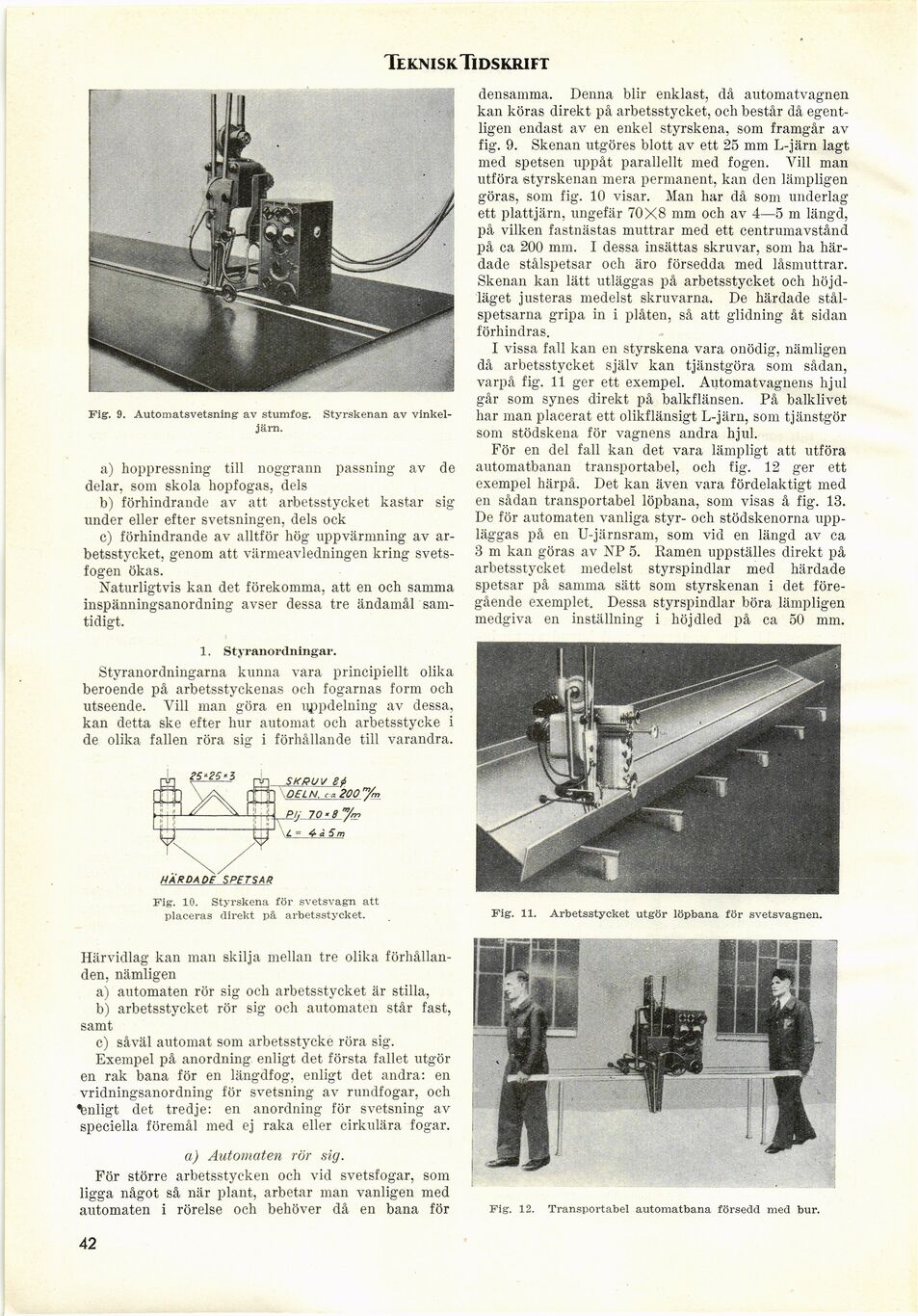
Fig. 9. Automatsvetsning av stumfog. Styrskenan av
vinkeljärn.
a) hoppressning till noggrann passning av de
delar, som skola hopfogas, dels
b) förhindrande av att arbetsstycket kastar sig
under eller efter svetsningen, dels ock
c) förhindrande av alltför hög uppvärmning av
arbetsstycket, genom att värmeavledningen kring
svetsfogen ökas.
Naturligtvis kan det förekomma, att en och samma
inspänningsanordning avser dessa tre ändamål
samtidigt.
densamma. Denna blir enklast, då automatvagnen
kan köras direkt på arbetsstycket, och består då
egentligen endast av en enkel styrskena, som framgår av
fig. 9. Skenan utgöres blott av ett 25 mm L-järn lagt
med spetsen uppåt parallellt med fogen. Vill man
utföra styrskenan mera permanent, kan den lämpligen
göras, som fig. 10 visar. Man har då som underlag
ett plattjärn, ungefär 70X8 mm och av 4—5 m längd,
på vilken fastnästas muttrar med ett centrumavstånd
på ca 200 mm. I dessa insättas skruvar, som ha
härdade stålspetsar och äro försedda med låsmuttrar.
Skenan kan lätt utläggas på arbetsstycket och
höjdläget justeras medelst skruvarna. De härdade
stålspetsarna gripa in i plåten, så att glidning åt sidan
förhindras.
I vissa fall kan en styrskena vara onödig, nämligen
då arbetsstycket själv kan tjänstgöra som sådan,
varpå fig. 11 ger ett exempel. Automatvagnens hjul
går som synes direkt på balkflänsen. På balklivet
har man placerat ett olikflänsigt L-järn, som tjänstgör
som stödskena för vagnens andra hjul.
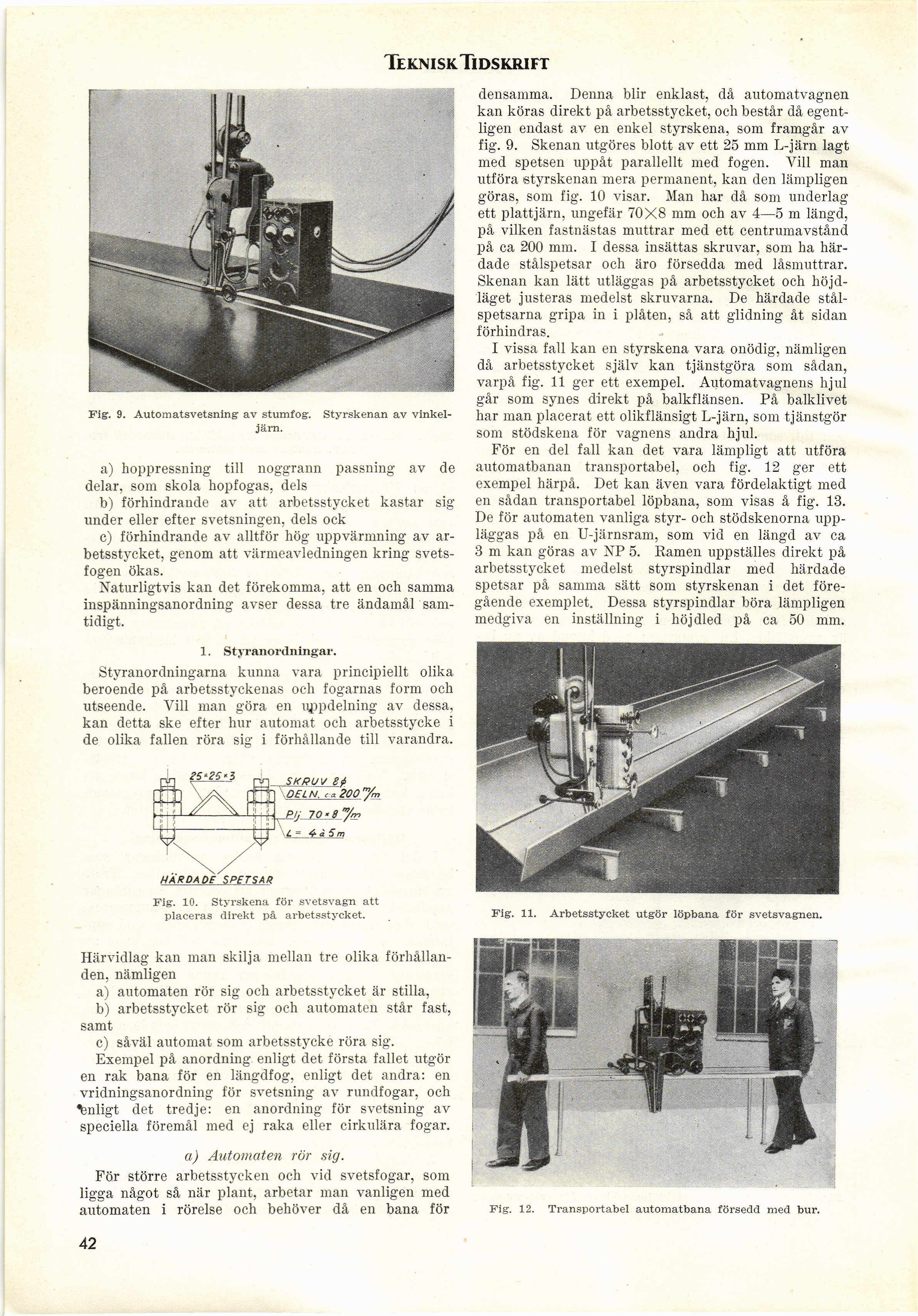
För en del fall kan det vara lämpligt att utföra
automatbanan transportabel, och fig. 12 ger ett
exempel härpå. Det kan även vara fördelaktigt med
en sådan transportabel löpbana, som visas å fig. 13.
De för automaten vanliga styr- och stödskenorna
uppläggas på en U-järnsram, som vid en längd av ca
3 m kan göras av NP 5. Ramen uppställes direkt på
arbetsstycket medelst styrspindlar med härdade
spetsar på samma sätt som styrskenan i det
föregående exemplet. Dessa styrspindlar böra lämpligen
medgiva en inställning i höjdled på ca 50 mm.
Härvidlag kan man skilja mellan tre olika
förhållanden, nämligen
a) automaten rör sig och arbetsstycket är stilla,
b) arbetsstycket rör sig och automaten står fast,
samt
c) såväl automat som arbetsstycke röra sig.
Exempel på anordning, enligt det första fallet utgör
en rak bana för en längdfog, enligt det andra: en
vridningsanordning för svetsning av rundfogar, och
Enligt det tredje: en anordning för svetsning av
speciella föremål med ej raka eller cirkulära fogar.
a) Automaten rör sig.
För större arbetsstycken och vid svetsfogar, som
ligga något så när plant, arbetar man vanligen med
automaten i rörelse och behöver då en bana för
Fig. 12. Transportabel automatbana försedd med bur.
42
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}