
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Mekanik.
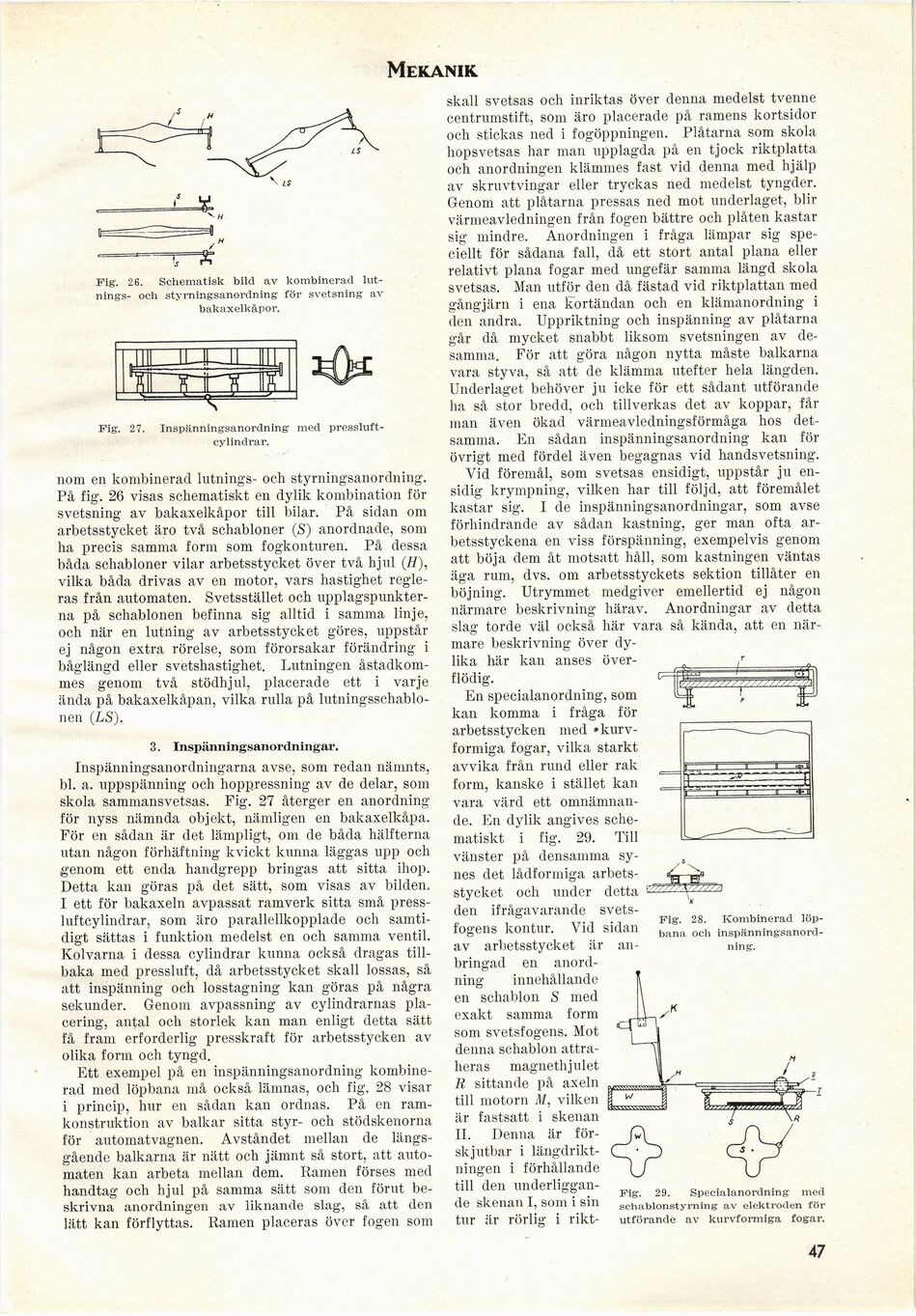
Fig. 26. Schematisk bild av kombinerad
lutnings- och styrningsanordning för svetsning av
bakaxelkåpor.
J11L__IL4I—Lj_II i.
Ti X1
Fig. 27.
Inspänningsanordning med
pressluft-cylindrar.
nom en kombinerad lutnings- och styrningsanordning.
På fig. 26 visas schematiskt en dylik kombination för
svetsning av bakaxelkåpor till bilar. På sidan om
arbetsstycket äro två schabloner (S) anordnade, som
ha precis samma form som fogkonturen. På dessa
båda schabloner vilar arbetsstycket över två hjul (//),
vilka båda drivas av en motor, vars hastighet
regleras från automaten. Svetsstället och
upplagspunkterna på schablonen befinna sig alltid i samma linje,
och när en lutning av arbetsstycket göres, uppstår
ej någon extra rörelse, som förorsakar förändring i
båglängd eller svetshastighet. Lutningen
åstadkom-mes genom två stödhjul, placerade ett i varje
ända på bakaxelkåpan, vilka rulla på
lutningsschablonen (LS).
3. Inspänningsanordningar.
Inspänningsanordningarna avse, som redan nämnts,
bl. a. uppspänning och hoppressning av de delar, som
skola sammansvetsas. Fig. 27 återger en anordning
för nyss nämnda objekt, nämligen en bakaxelkåpa.
För en sådan är det lämpligt, om de båda hälfterna
utan någon förhäftning kvickt kunna läggas upp och
genom ett enda handgrepp bringas att sitta ihop.
Detta kan göras på det sätt, som visas av bilden.
I ett för bakaxeln avpassat ramverk sitta små
press-luftcylindrar, som äro parallellkopplade och
samtidigt sättas i funktion medelst en och samma ventil.
Kolvarna i dessa cylindrar kunna också dragas
tillbaka med pressluft, då arbetsstycket skall lossas, så
att inspänning och losstagning kan göras på några
sekunder. Genom avpassning av cylindrarnas
placering, antal och storlek kan man enligt detta sätt
få fram erforderlig presskraft för arbetsstycken av
olika form och tyngd.
Ett exempel på en inspänningsanordning
kombinerad med löpbana må också lämnas, och fig. 28 visar
i princip, hur en sådan kan ordnas. På en
ramkonstruktion av balkar sitta styr- och stödskenorna
för automatvagnen. Avståndet mellan de
längsgående balkarna är nätt och jämnt så stort, att
automaten kan arbeta mellan dem. Ramen förses med
handtag och hjul på samma sätt som den förut
beskrivna anordningen av liknande slag, så att den
lätt kan förflyttas. Ramen placeras över fogen som
skall svetsas och inriktas över denna medelst tvenne
centrumstift, som äro placerade på ramens kortsidor
och stickas ned i fogöppningen. Plåtarna som skola
hopsvetsas har man upplagda på en tjock riktplatta
och anordningen klämmes fast vid denna med hjälp
av skruvtvingar eller tryckas ned medelst tyngder.
Genom att plåtarna pressas ned mot underlaget, blir
värmeavledningen från fogen bättre och plåten kastar
sig mindre. Anordningen i fråga lämpar sig
speciellt för sådana fall, då ett stort antal plana eller
relativt plana fogar med ungefär samma längd skola
svetsas. Man utför den då fästad vid riktplattan med
gångjärn i ena kortändan och en klämanordning i
den andra. Uppriktning och inspänning av plåtarna
går då mycket snabbt liksom svetsningen av
desamma. För att göra någon nytta måste balkarna
vara styva, så att de klämma utefter hela längden.
Underlaget behöver ju icke för ett sådant utförande
ha så stor bredd, och tillverkas det av koppar, får
man även ökad värmeavledningsförmåga hos
detsamma. En sådan inspänningsanordning kan för
övrigt med fördel även begagnas vid handsvetsning.
Vid föremål, som svetsas ensidigt, uppstår ju
ensidig krympning, vilken har till följd, att föremålet
kastar sig. I de inspänningsanordningar, som avse
förhindrande av sådan kastning, ger man ofta
ar-betsstyckena en viss förspänning, exempelvis genom
att böja dem åt motsatt håll, som kastningen väntas
äga rum, dvs. om arbetsstyckets sektion tillåter en
böjning. Utrymmet medgiver emellertid ej någon
närmare beskrivning härav. Anordningar av detta
slag torde väl också här vara så kända, att en
närmare beskrivning över
dylika här kan anses
överflödig.
En specialanordning, som
kan komma i fråga för
arbetsstycken med
»kurv-formiga fogar, vilka starkt
avvika från rund eller rak
form, kanske i stället kan
vara värd ett
omnämnande. En dylik angives
schematiskt i fig. 29. Till
vänster på densamma
synes det lådformiga
arbetsstycket och under detta
den ifrågavarande
svetsfogen kontur. Vid sidan
av arbetsstycket är
anbringad en
anordning innehållande
en schablon S med
exakt samma form
som svetsfogens. Mot
denna schablon
attraheras magnethjulet
R sittande på axeln
till motorn M, vilken
är fastsatt i skenan
II. Denna är
förskjutbar i
längdriktningen i förhållande
till den
underliggande skenan I, som i sin
tur är rörlig i rikt-
£
M v////!
Fig. 28. Kombinerad
löpbana. och
inspänningsanordning.
47
Fig. 29. Specialanordning med
schablonstyrning av elektroden för
utförande av kurvformiga fogar.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}