
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Mekanik.
samt sjunker, för att vid arbetets slut ligga ca 20 %
lägre än den normala takten.
Drivningen av bandet sker i vanliga fall genom en
friktionsanordning, som genom den ena
friktionsskivans förskjutning varierar bandets hastighet. För
att i möjligaste mån anpassa bandets hastighet efter
arbetströtthetsförloppet har man vid bandtillverkning
konstruerat drivanordningen så, att den ger bandet en
hastighet, som motsvarar trötthetskurvan. Genom en
kamskiva, driven av en elektrisk motor, förskjutes
den förut omnämnda friktionsskivan så, att
bandhastigheten följer trötthetskurvan.
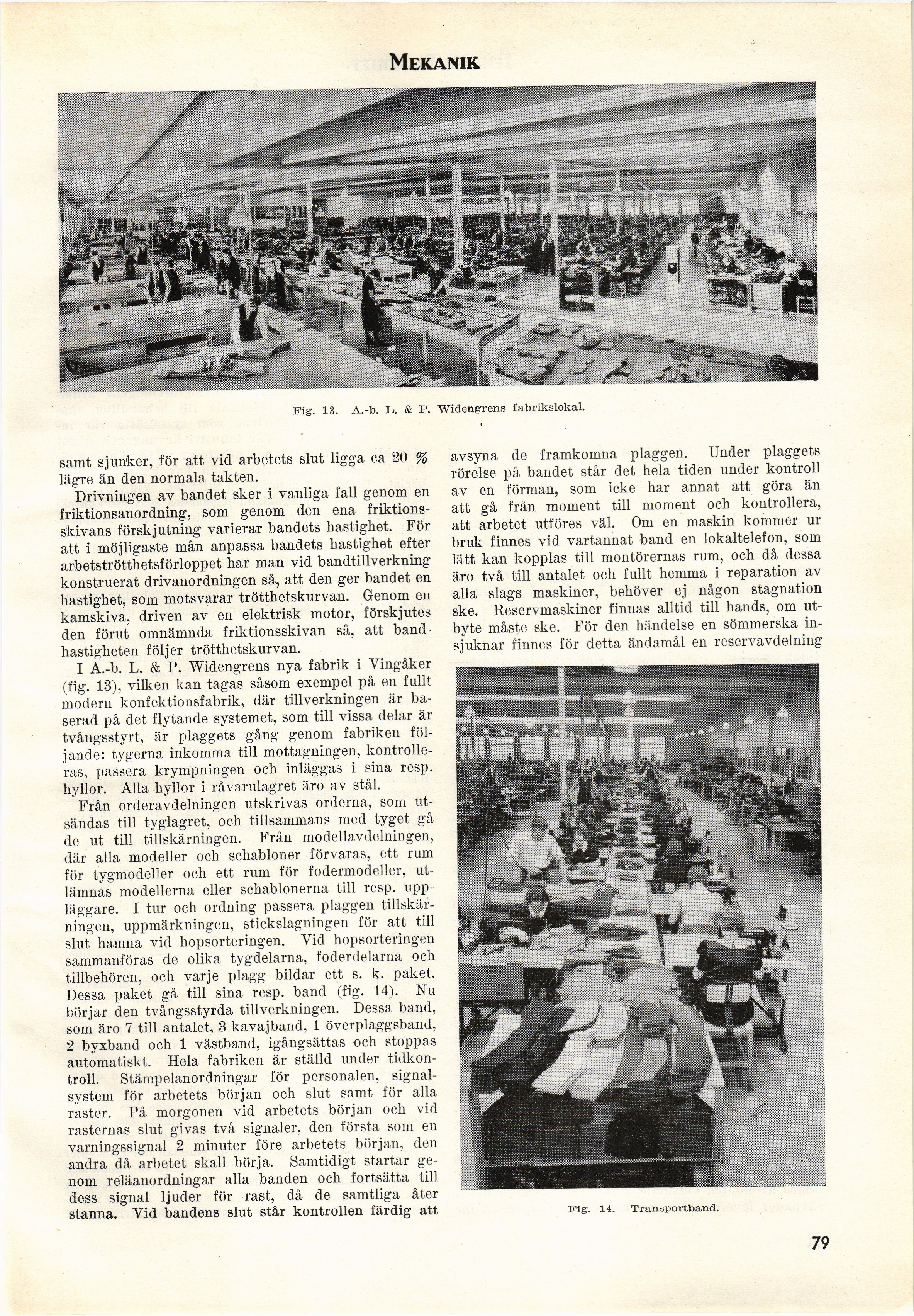
I A.-b. L. & P. Widengrens nya fabrik i Vingåker
(fig. 13), vilken kan tagas såsom exempel på en fullt
modern konfektionsfabrik, där tillverkningen är
baserad på det flytande systemet, som till vissa delar är
tvångsstyrt, är plaggets gång genom fabriken
följande: tygerna inkomma till mottagningen,
kontrolleras, passera krympningen och inläggas i sina resp.
hyllor. Alla hyllor i råvarulagret äro av stål.
Från orderavdelningen utskrivas orderna, som
utsändas till tyglagret, och tillsammans med tyget gå
de ut till tillskärningen. Från modellavdelningen,
där alla modeller och schabloner förvaras, ett rum
för tygmodeller och ett rum för fodermodeller,
utlämnas modellerna eller schablonerna till resp.
upp-läggare. I tur och ordning passera plaggen
tillskärningen, uppmärkningen, stickslagningen för att till
slut hamna vid hopsorteringen. Vid hopsorteringen
sammanföras de olika tygdelarna, foderdelarna och
tillbehören, och varje plagg bildar ett s. k. paket.
Dessa paket gå till sina resp. band (fig. 14). Nu
börjar den tvångsstyrda tillverkningen. Dessa band,
som äro 7 till antalet, 3 kavajband, 1 överplaggsband,
2 byxband och 1 västband, igångsättas och stoppas
automatiskt. Hela fabriken är ställd under
tidkontroll. Stämpelanordningar för personalen,
signalsystem för arbetets början och slut samt för alla
raster. På morgonen vid arbetets början och vid
rasternas slut givas två signaler, den första som en
varningssignal 2 minuter före arbetets början, den
andra då arbetet skall börja. Samtidigt startar
genom reläanordningar alla banden och fortsätta till
dess signal ljuder för rast, då de samtliga åter
stanna. Vid bandens slut står kontrollen färdig att
avsyna de framkomna plaggen. Under plaggets
rörelse på bandet står det hela tiden under kontroll
av en förman, som icke har annat att göra än
att gå från moment till moment och kontrollera,
att arbetet utföres väl. Om en maskin kommer ur
bruk finnes vid vartannat band en lokaltelefon, som
lätt kan kopplas till montörernas rum, och då dessa
äro två till antalet och fullt hemma i reparation av
alla slags maskiner, behöver ej någon stagnation
ske. Reservmaskiner finnas alltid till hands, om
utbyte måste ske. För den händelse en sömmerska
insjuknar finnes för detta ändamål en reservavdelning
Fig. 14. Transportband.
79
Fig. 13. A.-b. L. & P. Widengrens fabrikslokal.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}