
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskri ft
0,03 0,/o
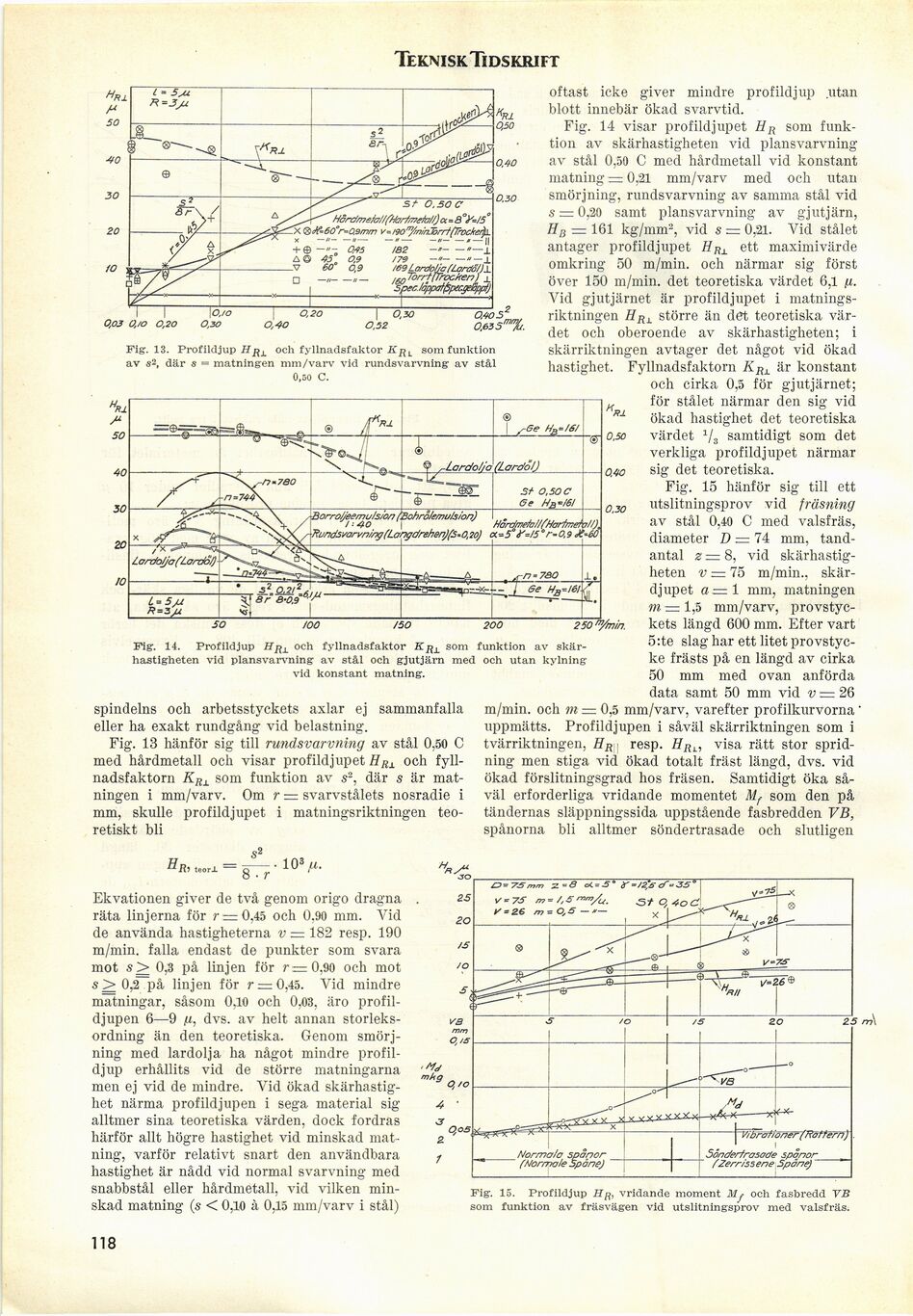
Fig. 13. Profildjup H Rl och fyllnadsfaktor KRl som funktion
av s2, där s = matningen mm/varv vid rundsvarvning av stål
0,50 C.
Fig. 14. Profildjup HR± och fyllnadsfaktor KRx som funktion av
skärhastigheten vid plansvarvning av stål och gjutjärn med och utan kylning
vid konstant matning.
spindelns och arbetsstyckets axlar ej sammanfalla
eller ha exakt rundgång vid belastning.
Fig. 13 hänför sig till rundsvarvning av stål 0,50 C
med hårdmetall och visar profildjupet HRx och
fyll-nadsfaktorn KR± som funktion av s2, där s är
matningen i mm/varv. Om r = svarvstålets nosradie i
mm, skulle profildjupet i matningsriktningen
teoretiskt bli
oftast icke giver mindre profildjup utan
blott innebär ökad svarvtid.
Fig. 14 visar profildjupet HR som
funktion av skärhastigheten vid plansvarvning
av stål 0,50 C med hårdmetall vid konstant
matning — 0,21 mm/varv med och utan
smörjning, rundsvarvning av samma stål vid
s = 0,20 samt plansvarvning av gjutjärn,
HB = 161 kg/mm2, vid s = 0.21. Vid stålet
antager profildjupet HR± ett maximivärde
omkring 50 m/min. och närmar sig först
över 150 m/min. det teoretiska värdet 6,1 fi.
Yid gjutjärnet är profildjupet i
matningsriktningen Hrstörre än det teoretiska
värdet och oberoende av skärhastigheten; i
skärriktningen avtager det något vid ökad
hastighet. Fyllnadsfaktorn KRx är konstant
och cirka 0,5 för gjutjärnet;
för stålet närmar den sig vid
ökad hastighet det teoretiska
värdet 1/s samtidigt som det
verkliga profildjupet närmar
sig det teoretiska.
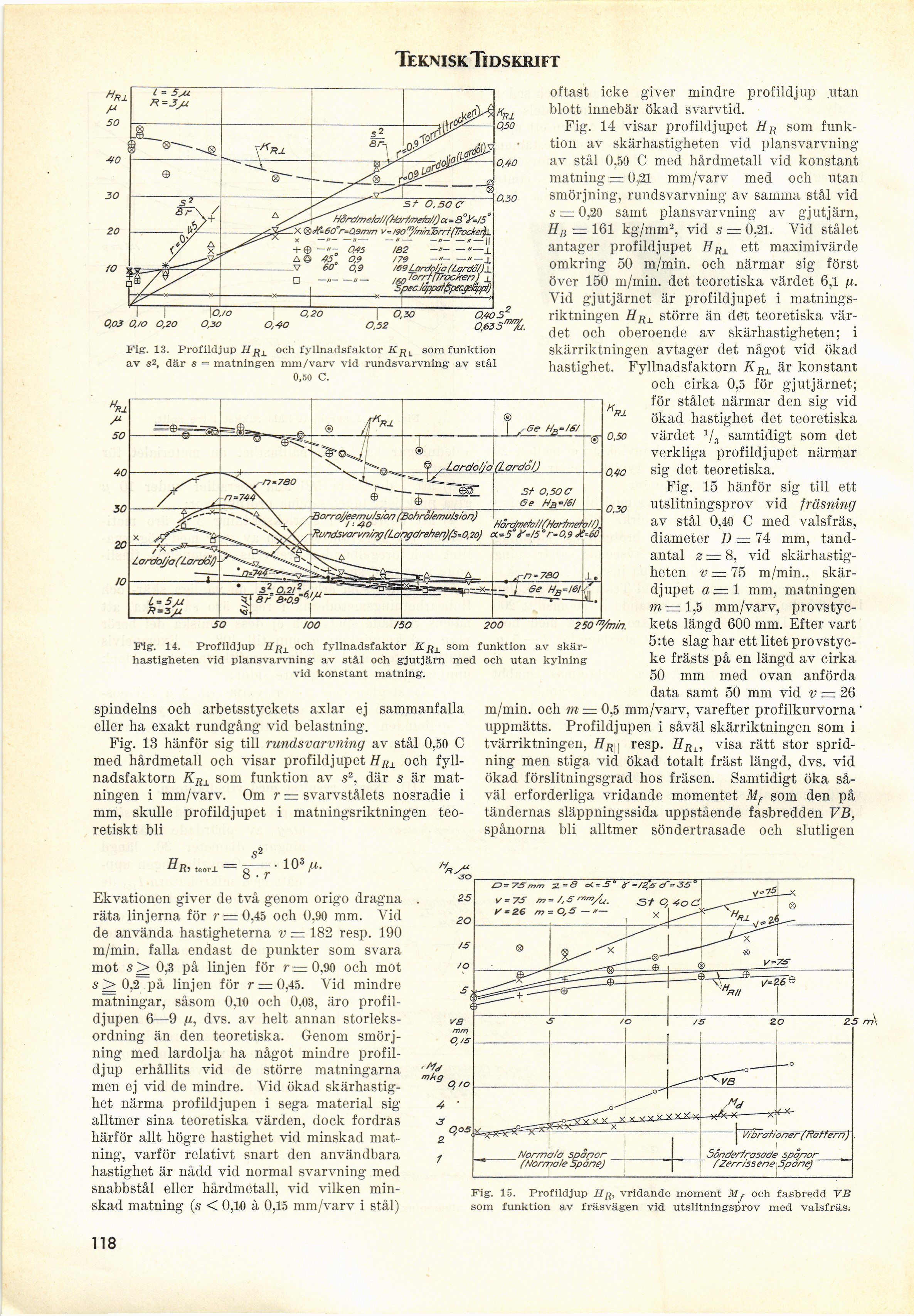
Fig. 15 hänför sig till ett
utslitningsprov vid fräsning
av stål 0,40 C med valsfräs,
diameter D = 74 mm,
tandantal z = 8, vid
skärhastigheten v = 75 m/min.,
skärdjupet a = 1 mm, matningen
to = 1,5 mm/varv,
provstyckets längd 600 mm. Efter vart
5:te slag har ett litet
provstycke frästs på en längd av cirka
50 mm med ovan anförda
data samt 50 mm vid v = 26
m/min. och m = 0,5 mm/varv, varefter profilkurvorna ’
uppmätts. Profildjupen i såväl skärriktningen som i
tvärriktningen, HR resp. HRl, visa rätt stor
spridning men stiga vid ökad totalt fräst längd, dvs. vid
ökad förslitningsgrad hos fräsen. Samtidigt öka
såväl erforderliga vridande momentet Mf som den på
tändernas släppningssida uppstående fasbredden VB,
spånorna bli alltmer söndertrasade och slutligen
200
0,50
o.io
0,30
250 m/min.
H
R, teor-L=g— • 10V-
Ekvationen giver de två genom origo dragna
räta linjerna för r = 0,45 och 0,90 mm. Vid
de använda hastigheterna v = 182 resp. 190
m/min. falla endast de punkter som svara
mot s> 0,3 på linjen för r=0,90 och mot
s > 0,2 på linjen för r = 0,45. Vid mindre
matningar, såsom 0,10 och 0,03, äro
profildjupen 6—9 ß, dvs. av helt annan
storleksordning än den teoretiska. Genom
smörjning med lardolja ha något mindre
profildjup erhållits vid de större matningarna
men ej vid de mindre. Vid ökad
skärhastighet närma profildjupen i sega material sig
alltmer sina teoretiska värden, dock fordras
härför allt högre hastighet vid minskad
matning, varför relativt snart den användbara
hastighet är nådd vid normal svarvning med
snabbstål eller hårdmetall, vid vilken
minskad matning (s < 0,10 à 0,15 mm/varv i stål)
z-8 = T cf
r = 26 m = o,s — ’
25 m\
Fig. 15. Profildjup HR, vridande moment Mj, och fasbredd VB
som funktion av fräsvägen vid utslitningsprov med valsfräs.
118
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}