
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
TekniskTidskrift
vändning, nämligen för sådana arbeten, där svetsens
hållfasthetsegenskaper äro av mindre betydelse, men
där man vill hava minsta möjliga värmetillförsel, dvs.
liten uppvärmning av omkring svetsfogen befintligt
grundmaterial. Detta för att minska risken för
deformation eller krympspänningar. Som exempel kan
nämnas stagens fastsvetsning vid fartygens
skott-plåtar.
(Forts.)
Notiser
i
1 OOO tons flytdocka vid Hammarbyvarvet.
Hammarbyvarvet, som är en underavdelning av
Elektriska svetsnings a.-b. i Stockholm, är ett
nytt varv, som snabbt utvecklats och fått många
uppdrag och reparenter. Till slut blev dess nuvarande
docka så upptagen året runt, att det ej kunde betjäna
alla kunder. Det beslutades då att en ny docka skulle
byggas. Storleken bestämdes till 1000 tons lyftkraft,
som motsvarar fartyg av en storlek, som kunde
repareras, utan att verkstäderna behövde utökas. Typen
bestämdes till U-docka.
Dockans dimensioner blevo bestämda till:
längd = 40 m,
bredd = 17,2 m,
bredd mellan vallar vid botten = 12 m,
bredd mellan vallar i topp = 14,6 m.
Dess hela längd tillsammans med utriggare och
plattformar är 56 m.
Bredd mellan stöttningar = 11,2 m.
Största djupgående av fartyg, som kan dockas = 5 m
stående på kölblock av l,i m höjd.
Pumparna äro centrifugalpumpar av De Lavals
tillverkning om 40 000 minutliter och förmå länsa dockan på
en tid av 25 min. Ombyte av fartyg är beräknat till 1’%
timme och kan ombesörjas av 2 man.
TJppstöttningen är automatisk och skötes maskinellt
från manöverhytten sålunda, att om t. e. fartyget har
slagsida, lägges dockan med samma lutning, varefter
stöttningsanordningarna, som äro försedda med
slirkopplingar, ansättas. Därefter pumpas dockan rätt och lyftes
utan slagsida. Slirkopplingarna äro till för att ej
klämma sönder fartyget. Skruvarna till stöttningarna äro
självhämmande och hava en diam. av 4" samt en längd
av 11 y2 m. På så sätt kunna olika fartyg mellan 4,8 och
11,2 m bredd uppstöttas av mannen i manöverhytten.
Dockan är uppdelad i 12 vattentäta tankar, ej endast
med hänsyn till stabiliteten utan även beroende på, att
om tyngdpunkten av fartyget ej skulle komma mitt över
dockans depl. tyngdpunkt, det ej behövs så mycket
vatten i tankarna för trimning.
överdelen av dockans vallar äro anordnade som
bär-pontoner, så att dockan ej kan sänkas för djupt.
Maskinrummet är inrymt i ett rum i ena dockvallens
mitt och fylles aldrig med vatten. För jämviktens skull
är anordnad ett lika stort tomrum i den mitt emot
liggande vallen. Dessa båda rum äro för den skull mycket
starkt uppstagade, enär de äro utsatta för stora
påkänningar, då dockan är i nedsänkt läge.
Kölblocken på dockan äro anordnade så, att de kunna
borttagas med hydraulisk domkraft utan att behöva
sprängas.
Manövreringen skötes från en hytt, belägen rakt
utanför maskinrummet. Dit äro dragna manöverstänger från
alla ventiler. Stöttmaskineriet är även placerat här.
Uppvärmningen sker i pumphuset med elektriska
kaminer. Dessa utnyttjas mest nattetid, då strömpriset
är billigast.
Beträffande byggnadssättet förelåg aldrig någon
tvekan, om dockan skulle svetsas eller nitas! Den elektriska
svetsningen ansågs hava så stora fördelar, att det aldrig
kunde bliva tal om nitning. Dessutom kunde genom
svetsning göras en besparing av material på ej mindre
än 15 %, eller ca 50 ton, och dessutom av alla överlappar
på nitskarvarna och brickorna, så att viktbesparingen
antagligen är ca 60 ton.
Vid byggandet av dockan har tillgått så, att plåtarna,
som transporterats till en arbetsplan framför dockan,
utlagts på balkar. Därefter hava de tillskurits med
sekator-apparater, och sedan hopsvetsats elektriskt till
ca 36 m2 stora ytor, på vilka plattjärnsstagen fastsvetsats,
innan uppsättningen skett. Uppsättningen har utförts
med en travers över dockan. De stora ytorna på
sidovallarna hava långskepps mellan däcken uppstagats med
vägare, vilka utförts så, att sidoplåtarna knäckts till
breda vägare, varigenom plattjärnet genomskurits och
fastsvetsats.
All svetsning har anordnats så, att underuppsvetsning
i största möjliga utsträckning undvikits. Deformeringar
på grund av krympspänningar hava uppträtt relativt
litet, och de stora ytorna på
sidovallarna äro så gott som plana.
Stöttningsanordningarna äro helsvetsade.
Stött-ningsbommarna äro hopsvetsade av 4
vinkeljärn, som bilda lufttäta lådor.
Fästen och vagnar för dessa äro
tillverkade av stålgjutgods och profiljärn,
som svetsats ihop. Alla trappor och
lejdare äro även svetsade.
Dockan har i pontonen mellan
vallarna långskeppsspant och i vallarna
tvärskeppsspant. Vid vattenprovning av
dockan visade sig inga läckor, och
eftertätning behövde ej utföras.
Stapelbädden, som dockan är byggd
på, står på pålar av 10 à 14 m längd.
Då marken endast består av lera, måste
även några stödpålar nedslås under
vallarna. Dockan måste fördenskull även
byggas så nära sjön som möjligt, och
dockan byggdes då 1 meter över bädden
för åtkomst under dockbottnen. En
sänkning av dockan ned till släden vid
sjösättningen blev därför nödvändig,
och denna utfördes med sex domkrafter,
anbringade i ytterkanterna. På så sätt
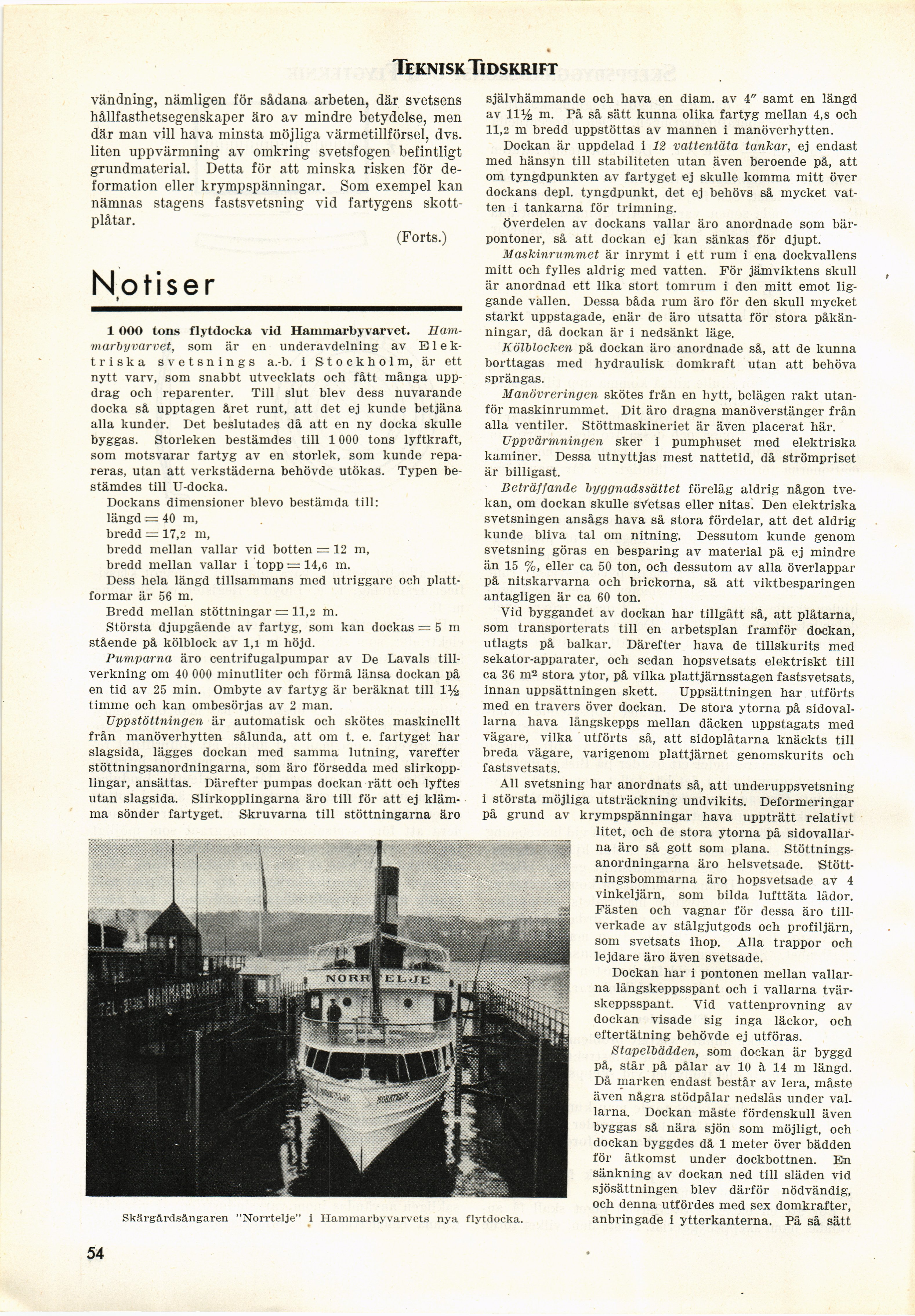
Skärgårdsångaren "Norrtelje" i Hammarbyvarvets nya flytdocka.
54
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}