
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Skeppsbyggnadskonst och Flygteknik
Det finns andra stålsorter — kanske inte precis
av denna typ men liksom denna med överlägsna
fysikaliska egenskaper — innehållande legeringar av
krom och koppar, om vilka det påstås, att de äga
större motståndskraft mot korrosion. Det synes
bevisat, att kopparhaltigt stål, utsatt för atmosfäriskt
inflytande, i korrosionshänseende är överlägset
vanligt mjukt stål, men det är ingalunda bevisat, att
förhållandet är detsamma i saltvatten. I vilket fall som
helst hindrar priset på detta specialstål en allmännare
användning. Beträffande vår industri synes det
säkert, att martinstålet, i synnerhet det basiska,
tillhör framtiden.
Svetsning.
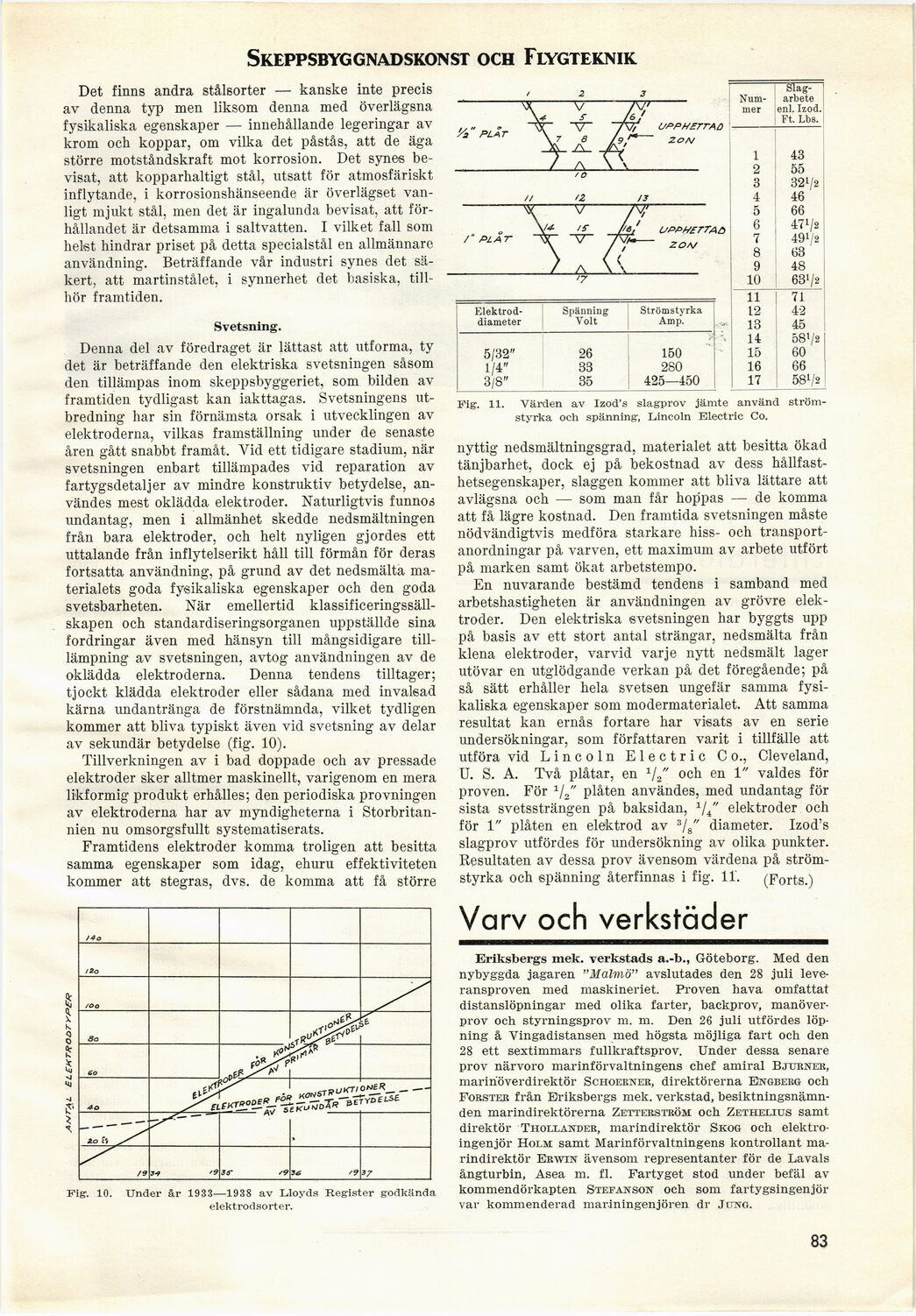
Denna del av föredraget är lättast att utforma, ty
det är beträffande den elektriska svetsningen såsom
den tillämpas inom skeppsbyggeriet, som bilden av
framtiden tydligast kan iakttagas. Svetsningens
utbredning har sin förnämsta orsak i utvecklingen av
elektroderna, vilkas framställning under de senaste
åren gått snabbt framåt. Vid ett tidigare stadium, när
svetsningen enbart tillämpades vid reparation av
fartygsdetaljer av mindre konstruktiv betydelse,
användes mest oklädda elektroder. Naturligtvis funnos
undantag, men i allmänhet skedde nedsmältningen
från bara elektroder, och helt nyligen gjordes ett
uttalande från inflytelserikt håll till förmån för deras
fortsatta användning, på grund av det nedsmälta
materialets goda fysikaliska egenskaper och den goda
svetsbarheten. När emellertid
klassificeringssällskapen och standardiseringsorganen uppställde sina
fordringar även med hänsyn till mångsidigare
till-lämpning av svetsningen, avtog användningen av de
oklädda elektroderna. Denna tendens tilltager;
tjockt klädda elektroder eller sådana med in valsad
kärna undantränga de förstnämnda, vilket tydligen
kommer att bliva typiskt även vid svetsning av delar
av sekundär betydelse (fig. 10).
Tillverkningen av i bad doppade och av pressade
elektroder sker alltmer maskinellt, varigenom en mera
likformig produkt erhålles; den periodiska provningen
av elektroderna har av myndigheterna i
Storbritannien nu omsorgsfullt systematiserats.
Framtidens elektroder komma troligen att besitta
samma egenskaper som idag, ehuru effektiviteten
kommer att stegras, dvs. de komma att få större
uppHjzrrAQ
zo/v
zo/v
[-Elektroddiameter-]
{+Elektrod- diameter+} Spänning Voit Strömstyrka Amp.
5/32" 26 150
1/4" 83 280
3/8" 35 425—450
Slag-
Num- arbete
mer enl. Izod.
Ft. Lbs.
1 43
2 55
3 32*72
4 46
5 66
6 471/2
7 49*/2
8 63
9 48
10 63’/2
11 71
12 42
13 45
14 58Vs
15 60
16 66
17 581/2
Fig. 10. Under år 1933—1938 av Lloyds Register godkända
elektrodsorter.
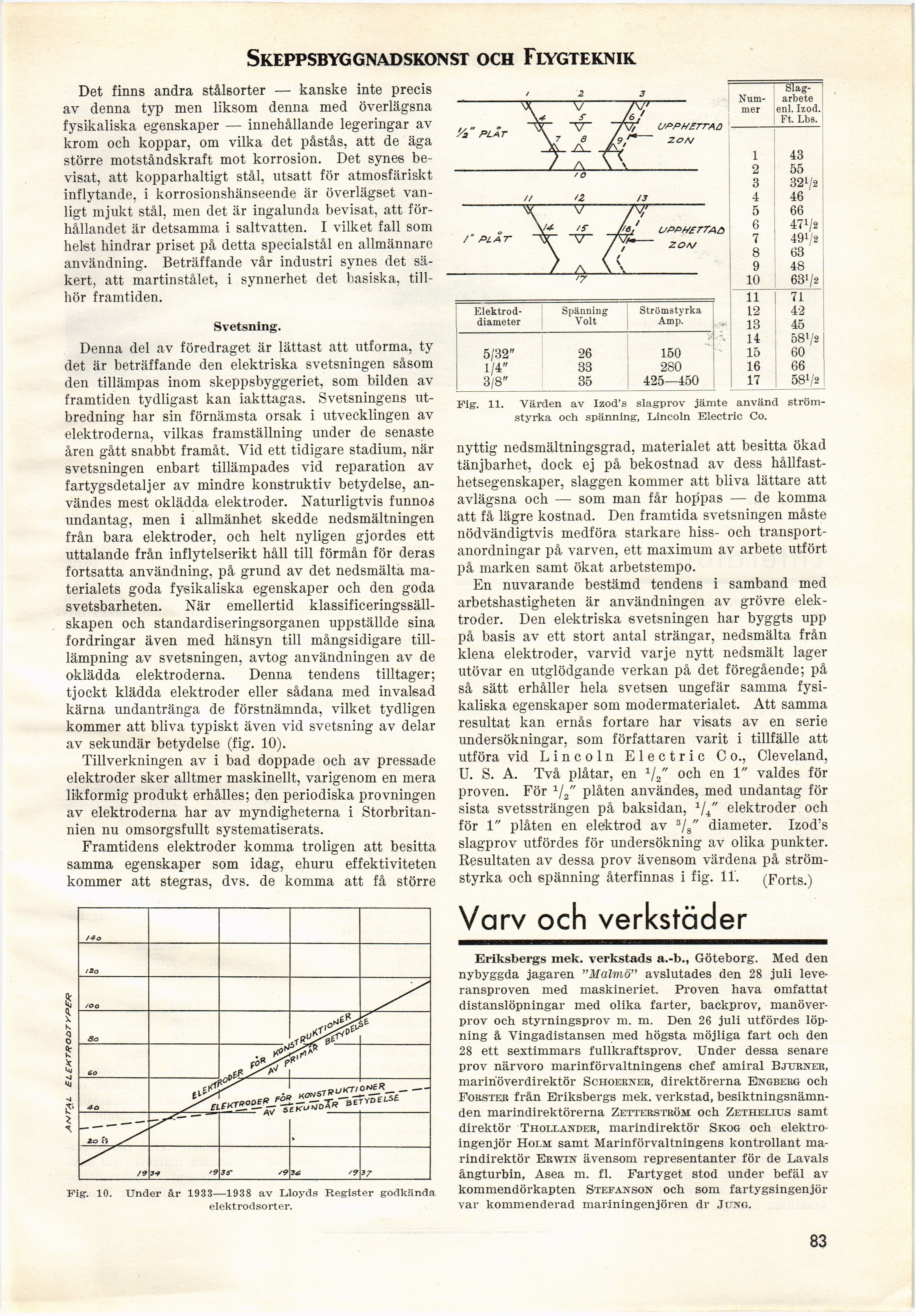
Fig. 11. Värden av Izod’s slagprov jämte använd
strömstyrka och spänning, Lincoln Electric Co.
nyttig nedsmältningsgrad, materialet att besitta ökad
tänjbarhet, dock ej på bekostnad av dess
hållfasthetsegenskaper, slaggen kommer att bliva lättare att
avlägsna och — som man får hoppas — de komma
att få lägre kostnad. Den framtida svetsningen måste
nödvändigtvis medföra starkare hiss- och
transportanordningar på varven, ett maximum av arbete utfört
på marken samt ökat arbetstempo.
En nuvarande bestämd tendens i samband med
arbetshastigheten är användningen av grövre
elektroder. Den elektriska svetsningen har byggts upp
på basis av ett stort antal strängar, nedsmälta från
klena elektroder, varvid varje nytt nedsmält lager
utövar en utglödgande verkan på det föregående; på
så sätt erhåller hela svetsen ungefär samma
fysikaliska egenskaper som modermaterialet. Att samma
resultat kan ernås fortare har visats av en serie
undersökningar, som författaren varit i tillfälle att
utföra vid Lincoln Electric Co., Cleveland,
U. S. A. Två plåtar, en 1/2" och en 1" valdes för
proven. För 1/2" plåten användes, med undantag för
sista svetssträngen på baksidan, 1/4" elektroder och
för 1" plåten en elektrod av 3/8" diameter. Izod’s
slagprov utfördes för undersökning av olika punkter.
Resultaten av dessa prov ävensom värdena på
strömstyrka och spänning återfinnas i fig. 11. (Forts.)
Varv och verkstäder
Eriksbergs mek. verkstads a.-b., Göteborg. Med den
nybyggda jagaren "Malmö" avslutades den 28 juli
leveransproven med maskineriet. Proven hava omfattat
distanslöpningar med olika farter, backprov,
manöverprov och styrningsprov m. m. Den 26 juli utfördes
löpning å Vingadistansen med högsta möjliga fart och den
28 ett sextimmars fullkraftsprov. Under dessa senare
prov närvoro marinförvaltningens chef amiral Bjurner,
maririöverdirektör Schoerner, direktörerna Engberg och
Forster från Eriksbergs mek. verkstad,
besiktningsnämnden marindirektörerna Zetterström och Zethelius samt
direktör Thollander, marindirektör Skog och
elektroingenjör Holm samt Marinförvaltningens kontrollant
marindirektör Erwin ävensom representanter för de Lavals
ångturbin, Asea m. fi. Fartyget stod under befäl av
kommendörkapten Stefanson och som fartygsingenjör
var kommenderad mar-iningenjören dr Jung.
83
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}