
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Skeppsbyggnadskonst och Flygteknik
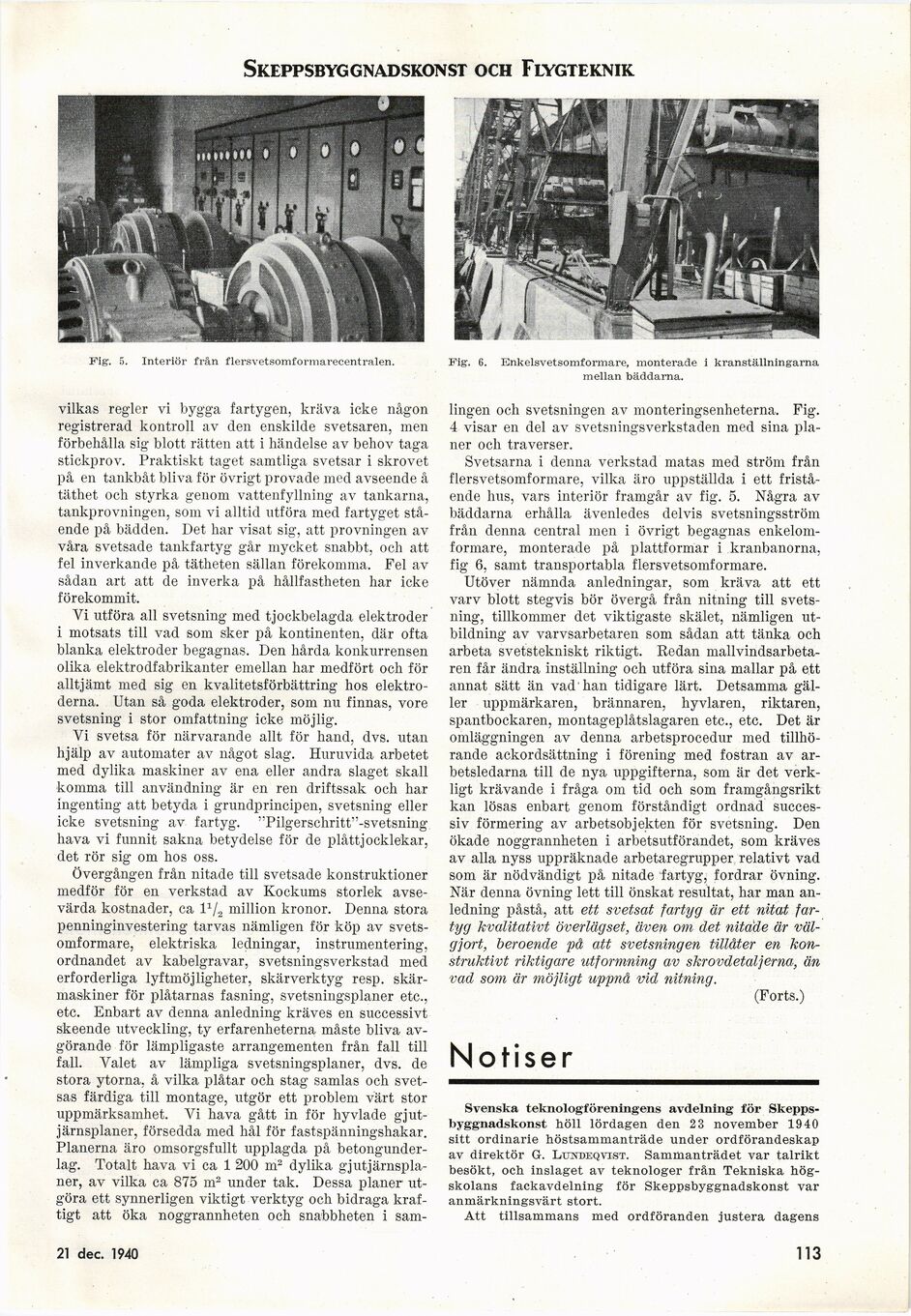
Fig. 5. Interiör från flersvetsomformareeentralen.
vilkas regler vi bygga fartygen, kräva icke någon
registrerad kontroll av den enskilde svetsaren, men
förbehålla sig blott rätten att i händelse av behov taga
stickprov. Praktiskt taget samtliga svetsar i skrovet
på en tankbåt bliva för övrigt provade med avseende å
täthet och styrka genom vattenfyllning av tankarna,
tankprovningen, som vi alltid utföra med fartyget
stående på bädden. Det har visat sig, att provningen av
våra svetsade tankfartyg går mycket snabbt, och att
fel inverkande på tätheten sällan förekomma. Fel av
sådan art att de inverka på hållfastheten har icke
förekommit.
Vi utföra all svetsning med tjockbelagda elektroder
i motsats till vad som sker på kontinenten, där ofta
blanka elektroder begagnas. Den hårda konkurrensen
olika elektrodfabrikanter emellan har medfört och för
alltjämt med sig en kvalitetsförbättring hos
elektroderna. Utan så goda elektroder, som nu finnas, vore
svetsning i stor omfattning icke möjlig.
Vi svetsa för närvarande allt för hand, dvs. utan
hjälp av automater av något slag. Huruvida arbetet
med dylika maskiner av ena eller andra slaget skall
komma till användning är en ren driftssak och har
ingenting att betyda i grundprincipen, svetsning eller
icke svetsning av fartyg. "Pilgerschritt"-svetsning
hava vi funnit sakna betydelse för de plåttjocklekar,
det rör sig om hos oss.
Övergången från nitade till svetsade konstruktioner
medför för en verkstad av Kockums storlek
avsevärda kostnader, ca ll/a million kronor. Denna stora
penninginvestering tarvas nämligen för köp av
svets-omformare, elektriska ledningar, instrumentering,
ordnandet av kabelgravar, svetsningsverkstad med
erforderliga lyftmöjligheter, skärverktyg resp.
skärmaskiner för plåtarnas fasning, svetsningsplaner etc.,
etc. Enbart av denna anledning kräves en successivt
skeende utveckling, ty erfarenheterna måste bliva
avgörande för lämpligaste arrangementen från fall till
fall. Valet av lämpliga svetsningsplaner, dvs. de
stora ytorna, å vilka plåtar och stag samlas och
svetsas färdiga till montage, utgör ett problem värt stor
uppmärksamhet. Vi hava gått in för hyvlade
gjutjärnsplaner, försedda med hål för fastspänningshakar.
Planerna äro omsorgsfullt upplagda på
betongunderlag. Totalt hava vi ca 1 200 m2 dylika
gjutjärnsplaner, av vilka ca 875 m2 under tak. Dessa planer
utgöra ett synnerligen viktigt verktyg och bidraga
kraftigt att öka noggrannheten och snabbheten i sam-
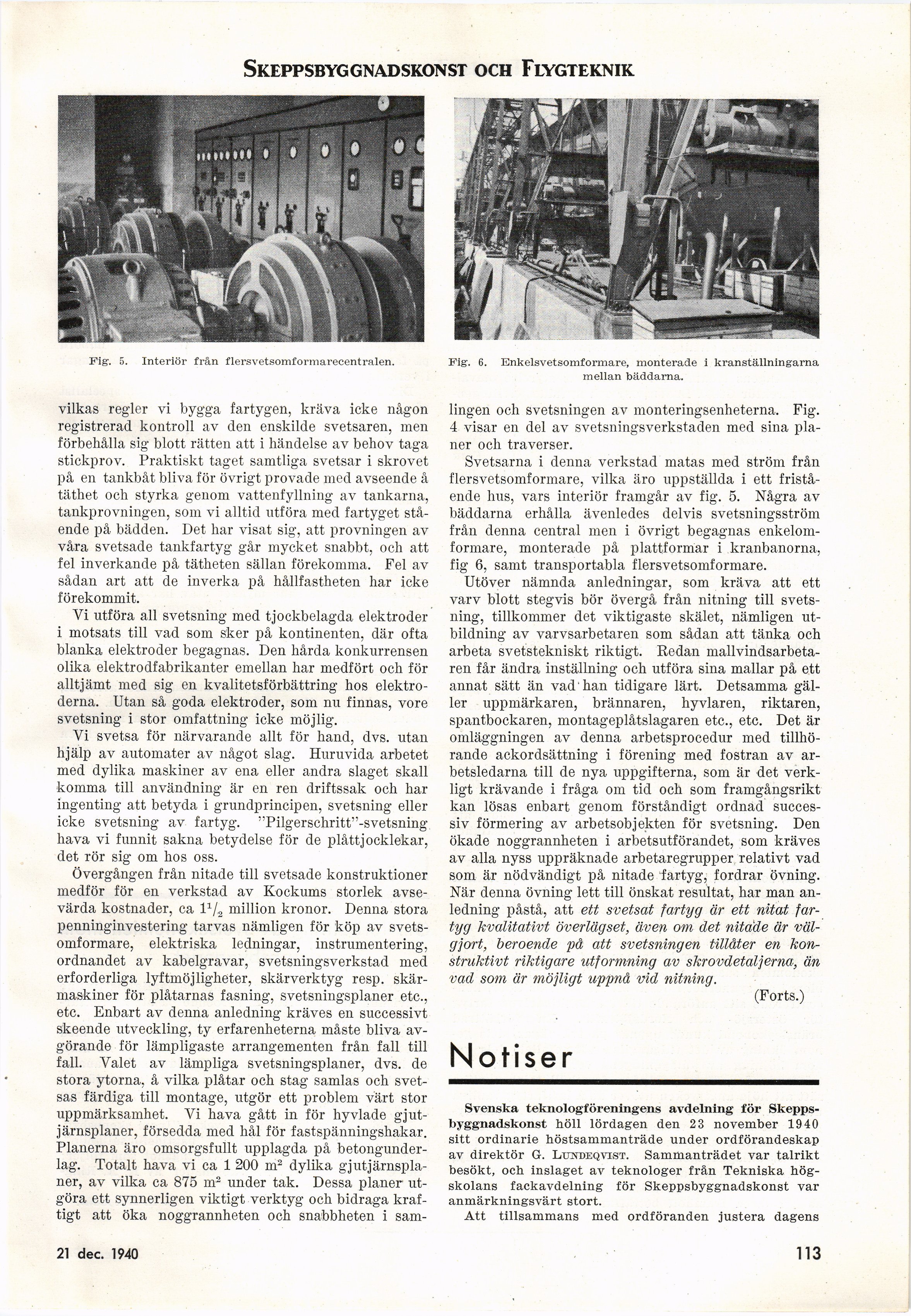
Fig. 6. Enkelsvetsomformare, monterade i kranställningarna
mellan bäddarna.
lingen och svetsningen av monteringsenheterna. Fig.
4 visar en del av svetsningsverkstaden med sina
planer och traverser.
Svetsarna i denna verkstad matas med ström från
flersvetsomformare, vilka äro uppställda i ett
fristående hus, vars interiör framgår av fig. 5. Några av
bäddarna erhålla ävenledes delvis svetsningsström
från denna central men i övrigt begagnas
enkelomformare, monterade på plattformar i kranbanorna,
fig 6, samt transportabla flersvetsomformare.
Utöver nämnda anledningar, som kräva att ett
varv blott stegvis bör övergå från nitning till
svetsning, tillkommer det viktigaste skälet, nämligen
utbildning av varvsarbetaren som sådan att tänka och
arbeta svetstekniskt riktigt. Redan
mallvindsarbeta-ren får ändra inställning och utföra sina mallar på ett
annat sätt än vad han tidigare lärt. Detsamma
gäller uppmärkaren, brännaren, hyvlaren, riktaren,
spantbockaren, montageplåtslagaren etc., etc. Det är
omläggningen av denna arbetsprocedur med
tillhörande ackordsättning i förening med fostran av
ar-betsledarna till de nya uppgifterna, som är det
verkligt krävande i fråga om tid och som framgångsrikt
kan lösas enbart genom förståndigt ordnad
successiv förmering av arbetsobjekten för svetsning. Den
ökade noggrannheten i arbetsutförandet, som kräves
av alla nyss uppräknade arbetaregrupper relativt vad
som är nödvändigt på nitade fartyg, fordrar övning.
När denna övning lett till önskat resultat, har man
anledning påstå, att ett svetsat fartyg är ett nitat
fartyg kvalitativt överlägset, även om det nitade är
välgjort, beroende på att svetsningen tillåter en
konstruktivt riktigare utformning av skrovdetaljerna, än
vad som är möjligt uppnå vid nitning.
(Forts.)
Notiser
Svenska teknologföreningens avdelning för
Skeppsbyggnadskonst höll lördagen den 2 3 november 1940
sitt ordinarie höstsammanträde under ordförandeskap
av direktör G. Lundeqvist. Sammanträdet var talrikt
besökt, och inslaget av teknologer från Tekniska
högskolans fackavdelning för Skeppsbyggnadskonst var
anmärkningsvärt stort.
Att tillsammans med ordföranden justera dagens
21 dec. 1940
113
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}